Báo cáo đề xuất cấp giấy phép môi trường nhà máy sản xuất sản phẩm nhựa
Báo cáo đề xuất cấp giấy phép môi trường nhà máy sản xuất sản phẩm nhựa quy mô công suất của Công ty là 64.000.000 sản phẩm/năm bao gồm: bao bì nhựa, các sản phẩm đồ chơi, hoạt động sản xuất, sữa chữa khuôn.
Ngày đăng: 25-06-2025
353 lượt xem
DANH MỤC CÁC TỪ VÀ CÁC KÝ HIỆU VIẾT TẮT.................................. 1
DANH MỤC HÌNH.................................................................................. 5
THÔNG TIN CHUNG VỀ CƠ SỞ................................................................ 7
1. Tên chủ cơ sở: Công ty TNHH ...... Việt Nam.............................................. 7
2. Tên cơ sở: Nhà máy sản phẩm nhựa....Việt Nam..................... 7
3. Công suất, công nghệ, sản phẩm sản xuất của cơ sở:.............................. 9
3.1. Công suất của cơ sở:.............................................................................. 9
3.2. Công nghệ sản xuất của cơ sở:................................................................ 9
3.3. Sản phẩm của cơ sở:.......................................................................... 19
4. Nguyên liệu, nhiên liệu, vật liệu, phế liệu, điện năng, hóa chất sử dụng, nguồn cung cấp điện, nước của cơ sở.............. 19
5. Các thông tin khác liên quan đến cơ sở:........................................... 23
SỰ PHÙ HỢP CỦA CƠ SỞ VỚI QUY HOẠCH, KHẢ NĂNG CHỊU TẢI CỦA MÔI TRƯỜNG... 26
2. Sự phù hợp của cơ sở đối với khả năng chịu tải của môi trường................. 26
KẾT QUẢ HOÀN THÀNH CÁC CÔNG TRÌNH, BIỆN PHÁP BẢO VỆ MÔI TRƯỜNG CỦA CƠ SỞ...... 28
1. Công trình, biện pháp thoát nước mưa, thu gom và xử lý nước thải................. 28
1.1. Thu gom, thoát nước mưa:...................................................................... 28
2. Công trình, biện pháp xử lý bụi, khí thải:................................................. 45
2.1. Giảm thiểu ô nhiễm do phương tiện giao thông................................... 45
2.2. Giảm thiểu ô nhiễm không khí tại xưởng sản xuất............................. 45
2.3. Biện pháp giảm thiểu hơi dung môi từ quá trình sản xuất....................... 46
2.4. Giải pháp giảm thiểu mùi và khí thải từ bếp ăn.......................................... 53
3. Công trình lưu giữ, xử lý chất thải rắn thông thường:................................... 53
4. Công trình, biện pháp lưu giữ, xử lý chất thải nguy hại.......................... 55
5. Công trình, biện pháp giảm thiểu tiếng ồn, độ rung:.................................... 59
6. Phương án phòng ngừa, ứng phó sự cố môi trường đối với nước thải.............. 59
7. Công trình phòng ngừa, ứng phó sự cố môi trường đối với khí thải.............. 60
8. Công trình, biện pháp bảo vệ môi trường khác:....................... 60
8.1. Biện pháp an toàn lao động......................................................... 60
8.2. Các biện pháp phòng chống và ứng phó mất an toàn vệ sinh thực phẩm...... 60
8.3. Biện pháp an toàn giao thông.................................................................... 61
8.4. Biện pháp phòng cháy, chữa cháy............................................................... 61
8.5. Biện pháp phòng chống dịch bệnh......................................................... 62
8.6. Các biện pháp an toàn sử dụng hóa chất................................................... 62
NỘI DUNG ĐỀ NGHỊ CẤP GIẤY PHÉP MÔI TRƯỜNG................................. 71
1. Nội dung đề nghị cấp phép đối với nước thải:................................................ 71
2. Nội dung đề nghị cấp phép đối với khí thải.................................................... 71
2.2. Dòng khí thải, vị trí xả khí thải...................................................................... 71
KẾT QUẢ HOẠT ĐỘNG VÀ TÌNH HÌNH THỰC HIỆN CÔNG TÁC BẢO VỆ MÔI TRƯỜNG CỦA CƠ SỞ..75
1. Thông tin chung về tình hình thực hiện công tác bảo vệ môi trường....... 75
2. Kết quả quan trắc định kỳ đối với nước thải.......................................... 75
3. Kết quả hoạt động của công trình xử lý bụi, khí thải.............................. 77
KẾ HOẠCH VẬN HÀNH THỬ NGHIỆM VÀ................................................ 83
CHƯƠNG TRÌNH QUAN TRẮC MÔI TRƯỜNG CỦA CƠ SỞ................... 83
1. Kế hoạch vận hành thử nghiệm công trình xử lý chất thải (Công ty không có công trình xử lý chất thải cần vận hành thử nghiệm).... 83
2. Chương trình quan trắc chất thải (tự động, liên tục và định kỳ) theo quy định của pháp luật...83
2.1. Chương trình quan trắc môi trường định kỳ............................. 83
2.2. Chương trình quan trắc tự động, liên tục chất thải:.................. 84
3. Kinh phí thực hiện quan trắc môi trường hằng năm: Không.......... 84
CAM KẾT CỦA CHỦ CƠ SỞ........................................ 85
Mở đầu
Công ty TNHH ..... Việt Nam thực hiện dự án thuộc.......khu công nghiệp Tân Trường, huyện Cẩm Giàng, tỉnh Hải Dương với tổng diện tích là 27.120 m2. Mục tiêu là hoạt động sản xuất ổn định với quy mô công suất 64.000.000 chiếc/năm bao gồm: sản xuất sản phẩm bao bì nhựa (vỏ hộp nhựa đựng phấn trang điểm, kem dưỡng da, vỏ hộp nhựa đựng mascara chuốt mi, vỏ hộp đựng thỏi son môi); các sản phẩm đồ chơi (búp bê người mẫu, đồ chơi trẻ em lắp ghép mô hình thông minh, rô bốt nhựa gắn pin); hoạt động sản xuất, sữa chữa khuôn.
Công ty đã tiến hành lập báo cáo đánh giá tác động môi trường và được cấp quyết định phê duyệt báo cáo ĐTM số 2893/QĐ-UBND ngày 28/6/2019 của Ủy ban nhân dân tỉnh Hải Dương và được Sở Tài nguyên & môi trường cấp giấy xác nhận hoàn thành các công trình bảo vệ môi trường số 150/GXN-STNMT ngày 27/8/2021.
Hiện tại, các công trình xử lý chất thải, biện pháp thu gom và quản lý chất thải cho hoạt động sản xuất của Công ty đã và đang được duy trì như trong hồ sơ xác nhận hoàn thành các công trình bảo vệ môi trường đã được phê duyệt bao gồm:
- 01 hệ thống xử lý nước thải sinh hoạt công suất 80m3/ngđ. Nước thải sau xử lý đạt thỏa thuận với KCN Tân Trường.
- 01 hệ thống xử lý nước thải sản xuất tuần hoàn công suất 5m3/ngđ.
- 01 hệ thống xử lý khí thải khu vực sơn tầng 1.
- 02 hệ thống xử lý khu vực sơn tầng 2.
- Các công trình thu gom, lưu giữ chất thải.
Thời điểm lập báo cáo đề xuất cấp giấy phép môi trường, biện pháp bảo vệ môi trường, quy mô công suất của Công ty là 64.000.000 sản phẩm/năm (công suất tối đa theo ĐTM đã được phê duyệt); số lượng lao động tại thời điểm hiện tại là 882 người.
Cơ sở “Nhà máy sản phẩm nhựa ... Việt Nam” thuộc mục c, khoản 3, điều 41, Luật Bảo vệ môi trường và thuộc mục 2 phụ lục V ban hành kèm theo Nghị định 05/2025/NĐ-CP sửa đổi, bổ sung một số điều của Nghị định 08/2022/NĐ-CP ngày 10/1/2022 Quy định chi tiết một số điều của Luật Bảo vệ môi trường 2020.
Thực hiện Luật Bảo vệ môi trường số 72/2020/QH14, Công ty TNHH .... Việt Nam tiến hành lập Báo cáo Đề xuất cấp giấy phép môi trường theo hướng dẫn tại Phụ lục X của Nghị định 05/2025/NĐ-CP sửa đổi, bổ sung một số điều của Nghị định 08/2022/NĐ-CP ngày 10/1/2022 Quy định chi tiết một số điều của Luật Bảo vệ môi trường 2020.
Chương I
THÔNG TIN CHUNG VỀ CƠ SỞ
1.Tên chủ cơ sở:
Công ty TNHH .... Việt Nam
Địa chỉ văn phòng: .....khu công nghiệp Tân Trường, huyện Cẩm Giàng, tỉnh Hải Dương.
Người đại diện theo pháp luật của chủ cơ sở: Bà ..... - Chức vụ: Giám đốc - Điện thoại: .......
Giấy chứng nhận đăng ký đầu tư, mã số dự án: ..... do Ban quản lý các Khu công nghiệp tỉnh Hải Dương chứng nhận lần đầu ngày 01/02/2019, chứng nhận thay đổi lần thứ nhất ngày 10/12/2019.
- Giấy chứng nhận đăng ký doanh nghiệp số: ..... đăng ký thay lần đầu ngày 22/02/2019, đăng ký đổi lần thứ hai ngày 05/10/2020.
2.Tên cơ sở:
Nhà máy sản phẩm nhựa ..... Việt Nam
Địa điểm cơ sở: ....khu công nghiệp Tân Trường, huyện Cẩm Giàng, tỉnh Hải Dương.
Giấy phép xây dựng số 352/KCN-GPXD ngày 14/10/2019 và số 37/2021/KCN-GPXD ngày 01/10/2021 của Ban Quản lý các khu công nghiệp.
Quyết định phê duyệt báo cáo đánh giá tác động môi trường số ......./QĐ- UBND ngày 28/6/2019 của Dự án đầu tư Nhà máy sản phẩm nhựa ... Việt Nam tại .....khu công nghiệp Tân Trường, huyện Cẩm Giàng, tỉnh Hải Dương của Công ty TNHH .... Việt Nam.
Xác nhận hoàn thành việc thực hiện đề án bảo vệ môi trường chi tiết số 11/STNMT-CCBVMT do Sở Tài nguyên và môi trường cấp ngày 16/01/2012.
Giấy xác nhận hoàn thành các công trình bảo vệ môi trường số 150/GXN- STNMT do Sở tài nguyên và môi trường cấp ngày 27/8/2021.
Quy mô của cơ sở: Dự án có tổng số vốn là 195.500.000.000 VNĐ (Một trăm chín mươi lăm tỷ, năm trăm triệu đồng) - xét theo tiêu chí của Luật Đầu tư công, dự án thuộc lĩnh vực quy định tại khoản 3 điều 10 của Luật Đầu tư công số 58/2024/QH15 có tổng vốn đầu tư từ 60 tỷ đến dưới 1.600 tỷ đồng- dự án thuộc nhóm B.
Yếu tố nhạy cảm về môi trường: Không có yếu tố nhạy cảm về môi trường.
Loại hình sản xuất, hinh doanh, dịch vụ: sản xuất các sản phẩm nhựa.
Phân nhóm dự án đầu tư: Dự án nhóm III theo quy định tại phụ lục V của Nghị định 05/2025/NĐ-CP sửa đổi, bổ sung một số điều của Nghị định 08/2022/NĐ-CP ngày 10/1/2022 Quy định chi tiết một số điều của Luật Bảo vệ môi trường 2020.

3.Công suất, công nghệ, sản phẩm sản xuất của cơ sở:
3.1.Công suất của cơ sở:
Cơ sở đang hoạt động 100% công suất với các sản phẩm sau:
- Vỏ hộp nhựa đựng phấn trang điểm, kem dưỡng da: 8.000.000 chiếc/năm.
- Vỏ hộp nhựa đựng mascara chuốt mi: 8.000.000 chiếc/năm.
- Vỏ hộp đựng thỏi son môi: 8.000.000 chiếc/năm.
- Búp bê người mẫu (đồ chơi trẻ em): 4.000.000 chiếc/năm.
- Đồ chơi trẻ em lắp ghép mô hình thông minh: 4.000.000 chiếc/năm.
- Đồ chơi trẻ em, rô-bốt nhựa gắn pin: 4.000.000 chiếc.năm.
- Đồ chơi khác (mô hình xe ô tô đồ chơi và các bộ phận cấu thành: 4.000.000 chiếc.năm.
- Đồ chơi trứng khủng long: 20.000.000 chiếc/năm
3.2.Công nghệ sản xuất của cơ sở:
Các quy trình sản xuất bao gồm:
- Quy trình sản xuất các chi tiết nhựa.
- Quy trình lắp ráp sản phẩm đồ chơi.
- Quy trình sản xuất các chi tiết nhựa cung cấp cho ngành hóa mỹ phẩm
- Quy trình sửa chữa và bảo dưỡng khuôn.
* Quy trình sản xuất các chi tiết nhựa
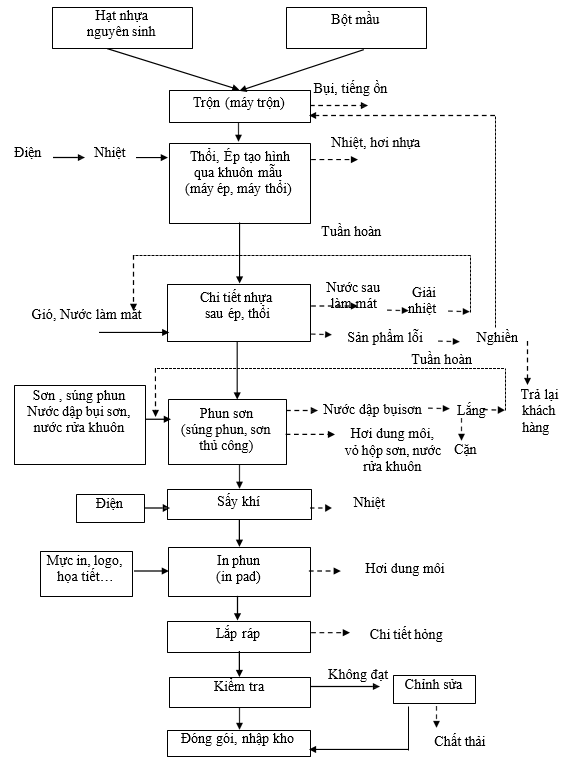
Hình 1.1. Quy trình sản xuất các chi tiết nhựa
Thuyết minh quy trình
Bước 1- Chuẩn bị nguyên liệu:
- Nguyên liệu chính của sản phẩm là các hạt nhựa nguyên sinh (PE, PP, LDPE, ABS, AS, POM, MABS, , PETG, PC, PVC. )
- Bột màu, sơn, hộp đóng gói, thùng cartton, tem nhãn...
Bước 2- Ép tạo các chi tiết nhựa:
Hạt nhựa nguyên sinh cùng với bột màu sau khi phối trộn được đưa vào máy ép tạo thành những chi tiết đồ chơi. Máy ép hạt kết hợp chức năng gia nhiệt làm nóng chảy hạt nhựa, chức năng đùn ép nhựa nóng chảy lên khuôn mẫu và làm đóng rắn nhựa sau khi ép để tạo thành các chi tiết nhựa theo mẫu thiết kế. Hết đợt hàng, Công ty tiến hành vệ sinh khuôn bằng cách sử dụng giẻ lau và dầu luyn. Khuôn sau khi được vệ sinh, công nhân tiến hành tập kết khuôn về kho chứa, khi có đợt hàng tiếp theo khuôn được mang đi bảo dưỡng và sử dụng. Sau khi ép tạo hình chi tiết, bán thành phẩm được kiểm tra thủ công, đạt yêu cầu được chuyển sang công đoạn phun sơn, không đạt yêu cầu được đưa vào máy nghiền sau đó quay lại tái sử dụng hoặc trả lại khách hàng hạt nhựa đã nghiền. Công ty bố trí 5 máy nghiền công suất 30HP, 4 máy nghiền công suất 15 HP tùy theo màu nhựa lỗi và số lượng nhựa lỗi sẽ vận hành máy theo màu và công suất phù hợp. Trên mỗi máy nghiền sẽ được dán màu quy định và nghiền cố định 1 loại màu.
Bước 3- Phun sơn: Các chi tiết nhựa được tiến hành sơn tạo màu. Quá trình sơn được diễn ra tại buồng phun sơn và phun sơn thủ công bằng súng phun sơn hoặc phun sơn tự động. Do vật cần sơn đều là những chi tiết nhỏ, vì vậy các buồng phun sơn được thiết kế phù hợp với kích thước và chủng loại sản phẩm.
Công nhân dùng súng phun sơn bắn vào các chi tiết cần sơn. Số lần sơn trên 1 sản phẩm tùy thuộc vào kích thước của sản phẩm và mẫu của nhà sản xuất. Trung bình khoảng 1-5 lần sơn/sản phẩm. Công ty sử dụng các loại sơn thông thường sau khi sơn được đưa qua tủ sấy bằng điện với nhiệt độ tùy theo loại sơn.
Như vậy quá trình sơn sẽ phát sinh dung môi và bụi sơn bám dính trên thành buồng sơn, lượng sơn rơi vãi và bụi bám dính trên thành buồng sơn được công nhân tiến hành cạo, thu gom vào thùng chứa. Để tránh lượng bụi sơn phát tán trong quá trình sơn, phía trên buồng lắp đặt quạt hút và bên trong buồng phun đối diện với lắp đặt màng nước đối diện với vị trí thao tác phun để hấp thu bụi và hơi dung môi, nước được lắng xuống ngăn chứa phía dưới và tuần hoàn bơm lên dập bụi sơn, màng sơn nổi phía trên được thu hồi cùng với cặn sơn bám dính trong buồng được chứa vào các thùng chứa. Sau một thời gian hoạt động sơn, màng sơn, và phần cặn nước trong ngăn chứa được thuê xử lý theo chất thải nguy hại...Đối với một số đơn hàng cần khuôn trong quá trình phun sơn Công nhân sẽ sơn tại khu vực sơn thủ công và kết thúc đơn hàng khuôn sẽ được rửa ngay tại khu vực sơn, nước thải rửa khuôn sẽ được thu gom và để vào kho chứa rác thải nguy hại. Khối lượng phát sinh khoảng 2 m3/3 tháng.
Chi tiết sau sơn kiểm tra đạt yêu cầu được chuyển sang công đoạn sấy.
Bước 4- Sấy: Sau khi sơn, các chi tiết được đưa sang thiết bị buồng sấy đối lưu dùng không khí nóng làm chất tải nhiệt. Thiết bị sấy sử dụng điện năng để gia nhiệt, nhiệt độ sấy trong buồng sấy từ 40 - 600C. Thiết bị được thiết kế gồm 3 khoang, khoang đầu nhiệt độ được nâng dần thường lên tới 400C. Khi vật cần sấy di chuyển vào khoang thứ 2 nhiệt độ sẽ gặp nhiệt độ cao tối đa 600C, vật cần sơn sẽ lưu lại tại đây trong thời gian khoảng 5 phút sau đó tiếp tục di chuyển sang khoang thứ 3 để giảm dần nhiệt độ.
Bước 5- In: Sau sấy, một số chi tiết nhựa được in để tạo logo. Công ty sử dụng công nghệ in Pad, công nghệ in hiện đại, tự động không phát sinh chất thải như công nghệ in thông thường.
In Pad là phương pháp in mà có thể chuyển một hình ảnh hai chiều (2D) sang một đối tượng ba chiều (3D). In Pad là quá trình in hình ảnh gián tiếp. Hình ảnh được khắc sâu vào một tấm phẳng được gọi là bản in hoặc khuôn in, sau đó chúng được làm đầy với mực. Một miếng đệm (pad) bằng silicone mịn gọi là đầu in (Pad) được sử dụng để lấy mực từ khuôn in, sau đó, chuyển lên vật liệu in. Vật liệu Silicone được sử dụng bởi vì nó thấm mực và nhả mực tốt.
Đặc điểm chính và độc đáo của In Pad là gần như in với mọi hình dạng của vật liệu in như lõm, lồi, phần cong, in trên các cấu trúc bề mặt khác nhau, như gồ ghề hoặc có cấu trúc không đồng đều, in vào hốc sâu... Việc sử dụng silicone làm phương tiện truyền mực có nhiều ưu điểm, nó là một chất rất linh hoạt và có thể được đúc thành nhiều hình dạng cho bất kỳ ứng dụng. Tính linh hoạt này cho phép các đầu in (pad) có thể in trên các bề mặt không đồng đều. Đầu in (Pad) lựa chọn phụ thuộc vào hình dạng của sản phẩm, kích thước hình ảnh và vị trí của nó. Việc sử dụng bù chiều cao sẽ cho phép chỉ một lần in đồng thời của một hình ảnh ở những độ cao khác nhau.
Bước 6- Lắp ráp:
Các chi tiết nhựa sau khi hoàn thiện các bước trên được đưa sang bộ phận lắp ráp. Tại đây công nhân tiến hành lắp ráp theo dây chuyền từng công đoạn, khi đến cuối dây chuyền lắp ráp sẽ thành 1 sản phẩm hoàn chỉnh nếu đạt yêu cầu đưa sang bộ phận đóng gói, không đạt yêu cầu được tiếp tục sửa chữa.
Bước 7 – Kiểm tra và đóng gói: Sau khi hoàn tất các công đoạn trên, các sản phẩm được kiểm tra. Sau khi đạt yêu cầu, sản phẩm được đưa sang bộ phận đóng gói. Tại bộ phận đóng gói công nhân sẽ tiến hành đưa nhãn mác, hướng dẫn sử dụng và sản phẩm vào hộp, túi nilon nhằm bảo quản sản phẩm và cuối cùng các sản phẩm được xếp vào các thùng cartton để đóng thành các hộp lớn thuận tiện cho việc bốc xếp và vận chuyển ra thị trường.
* Quy trình lắp ráp sản phẩm đồ chơi
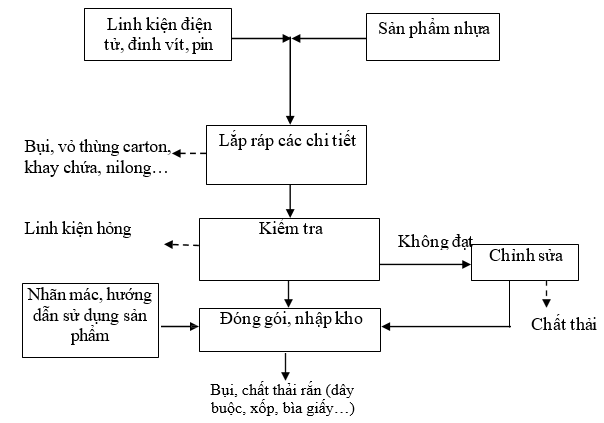
Hình 1.2. Quy trình sản xuất sản phẩm dồ chơi
Thuyết minh quy trình:
Các bộ phận, linh kiện điện tử và sản phẩm nhựa sau khi kiểm tra được đưa vào lắp ráp. Tại dây chuyền này, các chi tiết nhựa sau khi hoàn thiện các bước trên tiến hành lắp ráp cùng với các loại linh kiện điện tử, sau đó được chốt gắn nhau bằng đinh vít tạo thành sản phẩm hoàn chỉnh để chuyển sang công đoạn đóng gói.
Sau khi hoàn tất các công đoạn trên, các sản phẩm được kiểm tra, đối với các sản phẩm là ô tô chạy cót, chạy pin được tiến hành chạy thử . Sau khi đạt yêu cầu, sản phẩm được đưa sang bộ phận đóng gói. Tại bộ phận đóng gói công nhân sẽ tiến hành đưa nhãn mác, hướng dẫn sử dụng và sản phẩm vào hộp, túi nilon để hàn kín nhằm bảo quản sản phẩm và cuối cùng các sản phẩm được xếp vào các thùng cartton để đóng thành các hộp lớn thuận tiện cho việc bốc xếp và vận chuyển ra thị trường.
* Quy trình chế tạo hộp nhựa cung cấp cho ngành mỹ phẩm
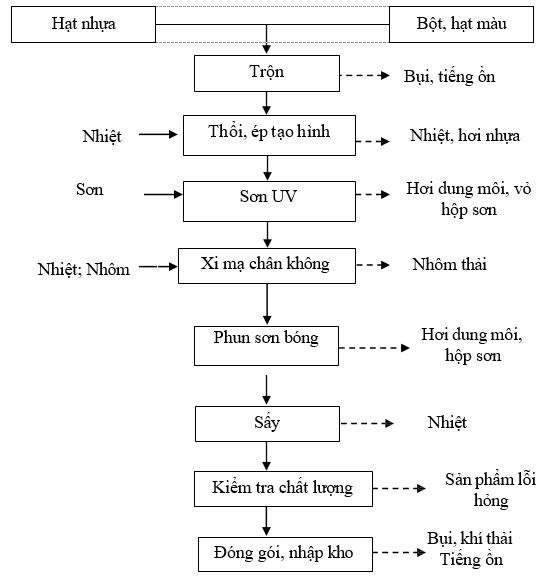
Hình 1.3. Quy trình sản xuất các chi tiết nhựa cung cấp cho ngành hóa mỹ phẩm
Thuyết minh quy trình sản xuất:
Hạt nhựa nguyên sinh cùng với bột màu sau khi phối trộn được đưa vào máy ép, thổi tạo thành những chi tiết theo khuôn mẫu của đơn hàng. Máy ép, thổi kết hợp chức năng gia nhiệt làm nóng chảy hạt nhựa, chức năng đùn ép nhựa nóng chảy lên khuôn mẫu và làm đóng rắn nhựa sau khi ép để tạo thành các chi tiết nhựa theo mẫu thiết kế. Các sản phẩm nhựa được đưa vào hệ thống máy phun sơn sau đó được đưa vào máy xi mạ chân không. Trong buồng máy xi mạ, nhôm được hóa hơi ở nhiệt độ 128-150⁰C, khi đó nhiệt trong máy khoảng 40⁰C, sản phẩm sau xi mạ sẽ được bám phủ 1 lớp nhôm mỏng và được để nguội tự nhiên để đóng rắn bề mặt.
Quá trình xi mạ chân không phát sinh hơi nhôm dư và sẽ được quạt hút vào bộ phận ngưng tụ nhôm. Nhôm sau ngưng tụ sẽ được công ty thu gom và xử lý định kỳ 6 tháng/lần. Chi tiết nhựa tiếp tục được chuyền sơn bóng để tăng tính thẩm mỹ. Sau khi sơn, các chi tiết được đưa sang thiết bị buồng sấy đối lưu dùng không khí nóng làm chất tải nhiệt. Thiết bị sấy sử dụng điện năng để gia nhiệt, nhiệt độ sấy trong buồng sấy từ 40 - 600C. Thiết bị được thiết kế gồm 3 khoang, khoang đầu nhiệt độ được nâng dần thường lên tới 400C. Khi vật cần sấy di chuyển vào khoang thứ 2 nhiệt độ cao tối đa 600C, vật cần sơn sẽ lưu lại tại đây trong thời gian khoảng 5 phút sau đó tiếp tục di chuyển sang khoang thứ 3 để giảm dần nhiệt độ.
Sau đó, sản phẩm nhựa được kiểm tra chất lượng và được đóng gói, nhập kho trước khi vận chuyển tới tay khách hàng.
Quy trình xi mạ chân không
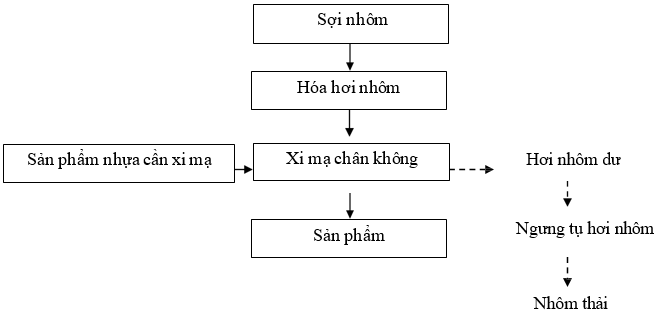
Hình 1.4. Quy trình xi mạ chân không
Thuyết minh quy trình:
Các sản phẩm nhựa được đưa vào hệ thống máy phun sơn tự động sau đó được đưa vào máy xi mạ chân không. Trong buồng máy xi mạ, nhôm được hóa hơi ở nhiệt độ 128-150⁰C, khi đó nhiệt trong máy khoảng 40⁰C, sản phẩm sau xi mạ sẽ được bám phủ 1 lớp nhôm mỏng và được để nguội tự nhiên để đóng rắn bề mặt.
Quá trình xi mạ chân không phát sinh hơi nhôm dư và sẽ được quạt hút vào bộ phận ngưng tụ nhôm. Nhôm sau ngưng tụ sẽ được công ty thu gom và xử lý định kỳ 6 tháng/lần.
* Quy trình sửa chữa và bảo dưỡng khuôn
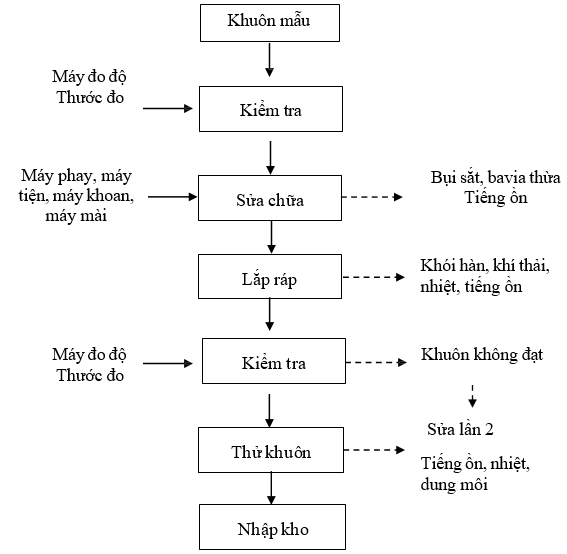
Hình 1.5. Quy trình sửa chữa khuôn mẫu
Thuyết minh quy trình:
Quy trình sửa chữa khuôn mẫu bao gồm 02 hình thức
Đối với khuôn kiểm tra, bảo dưỡng định kỳ sau khi kiểm tra nếu khuôn vẫn đạt yêu cầu thì được bảo dưỡng (lau chùi) và tiếp tục đưa vào sản xuất.
Khuôn hỏng: Theo yêu cầu của khách hàng hoặc bộ phận sản xuất có nhu cầu đề ra, bộ phận kỹ thuật xác nhận, kiểm tra các điểm không đạt yêu cầu của khuôn mẫu. Khi tiến hành sửa chữa, nhân viên chú ý giữ nguyên kích thước các chi tiết linh kiện khuôn, xác nhận phương án sửa chữa và tiến hành sửa chữa. Sau khi sửa khuôn xong và xác nhận không có sai sót thì tiến hành lắp ráp khuôn. Các nhân viên tiến hành kiểm tra khuôn, nếu đạt yêu cầu thì sắp xếp thử khuôn, những sản phẩm không đạt tiến hành kiểm tra và sửa chữa lại. Sản phẩm sau khi sửa chữa được chuyển lại bộ phận sản xuất hoặc nhập kho trước khi sử dụng.
3.3.Sản phẩm của cơ sở:
- Vỏ hộp nhựa đựng phấn trang điểm, kem dưỡng da: 8.000.000 chiếc/năm.
- Vỏ hộp nhựa đựng mascara chuốt mi: 8.000.000 chiếc/năm.
- Vỏ hộp đựng thỏi son môi: 8.000.000 chiếc/năm.
- Búp bê người mẫu (đồ chơi trẻ em): 4.000.000 chiếc/năm.
- Đồ chơi trẻ em lắp ghép mô hình thông minh: 4.000.000 chiếc/năm.
- Đồ chơi trẻ em, rô-bốt nhựa gắn pin: 4.000.000 chiếc.năm.
- Đồ chơi khác (mô hình xe ô tô đồ chơi và các bộ phận cấu thành: 4.000.000 chiếc.năm.
- Đồ chơi trứng khủng long: 20.000.000 chiếc/năm
4.Nguyên liệu, nhiên liệu, vật liệu, phế liệu, điện năng, hóa chất sử dụng, nguồn cung cấp điện, nước của cơ sở:
Bảng 1.1 Nhu cầu nguyên, nhiên liệu cho 1 năm hoạt động của cơ sở
|
TT |
Loại nguyên liệu |
Đơn vị |
Theo hồ sơ xác nhận hoàn thành |
Hiện nay |
|
I |
Sản xuất các sản phẩm nhựa và đồ chơi trẻ em |
|
||
|
1 |
Hạt nhựa nguyên sinh (ABS, PA, POM, HIP, PVC, PP, LDPE, AS,PC...) |
Tấn/năm |
529.885 |
529.885 |
|
2 |
Hạt màu+ bột màu |
Tấn/năm |
10.058,5 |
10.058,5 |
|
3 |
Chi tiết kim loại (đinh, ốc vít…) |
Tấn/năm |
125 |
125 |
|
4 |
Sơn |
Tấn/năm |
150 |
150 |
|
5 |
Dung môi |
Tấn/năm |
352 |
352 |
|
6 |
Mực in pha sẵn |
Tấn/năm |
6 |
6 |
|
7 |
Phụ kiện các loại (chi tiết điện tử, các thiết bị điện, chi tiết kim loại, động cơ, thiết bị phụ trợ khác…) |
Chiếc/năm |
245.128.000 |
245.128.000 |
|
8 |
Chỉ may |
Kg/năm |
10 |
10 |
|
9 |
Thùng caton |
Chiếc/năm |
21.235.000 |
21.235.000 |
|
10 |
Miếng xốp |
Chiếc/năm |
510.000 |
510.000 |
|
II |
Sửa chữa khuôn |
|
||
|
1 |
Ốc |
Tấn/năm |
0,25 |
0,25 |
|
2 |
Chốt đẩy |
Tấn/năm |
0,15 |
0,15 |
|
3 |
Lò xo |
Tấn/năm |
0,02 |
0,02 |
|
4 |
Chốt vát |
Tấn/năm |
0,15 |
0,15 |
|
5 |
Đinh vít |
Tấn/năm |
0,2 |
0,2 |
|
6 |
Giấy giáp |
Tấn/năm |
0,15 |
0,15 |
|
7 |
Que hàn |
Tấn/năm |
0,5 |
0,5 |
|
8 |
Khí gas |
Tấn/năm |
0,4 |
0,4 |
* Thành phần của sơn
Bảng 1.2. Thành phần của sơn
|
Loại sơn |
Thành phần |
Tỷ lệ |
|
Sơn PU-15817 |
Acrylate |
65% |
|
BAC |
12% |
|
|
Ethyl acetate |
7% |
|
|
Green |
10% |
|
|
Dumb pouder |
6% |
|
|
Sơn PU-10403 |
Polyurethane |
62% |
|
BAC |
11% |
|
|
Ethyl acetate |
9% |
|
|
Chyomium alummun |
7% |
|
|
Green blue |
8% |
|
|
Flatting agent |
3% |
|
|
Sơn PU-10402 |
Polyurethane |
62% |
|
BAC |
10% |
|
|
Ethyl acetate |
7% |
|
|
Chyomium alummun |
7% |
|
|
Red |
8% |
|
|
Green blun |
4% |
|
|
Flatting agent |
2% |
|
|
Sơn PU-10401 |
Polyurethane |
69% |
|
BAC |
11% |
|
|
Ethyl acetate |
7% |
|
|
Chyomium alummun |
8% |
|
|
Red |
3% |
|
|
Flatting agent |
2% |
|
|
Sơn PU-10400 |
Polyurethane |
67% |
|
BAC |
11% |
|
|
Ethyl acetate |
7% |
|
|
Pearl powder |
13% |
|
|
Flatting agent |
2% |
|
|
Sơn PU-10359 |
Polyurethane |
68,7% |
|
BAC |
12,2% |
|
|
Pearl powder |
8% |
|
|
Black |
9,1% |
|
|
Flatting agent |
2% |
|
|
Sơn PU-10279 |
Polyurethane |
58% |
|
BAC |
7% |
|
|
Titanium Dioxide |
30% |
|
|
Flatting agent |
2% |
|
|
Chyomium alummun |
9% |
|
|
Dumb pouder |
5% |
DỰ ÁN NHÀ MÁY SẢN XUẤT SẢN PHẨM NHỰA CÔNG SUẤT 64.000.000 SẢN PHẨM/NĂM
1. Giới thiệu chung về dự án
Dự án đầu tư xây dựng nhà máy sản xuất sản phẩm nhựa với quy mô công suất 64.000.000 sản phẩm mỗi năm được triển khai nhằm đáp ứng nhu cầu ngày càng tăng của thị trường trong nước và quốc tế đối với các sản phẩm nhựa, đặc biệt là bao bì nhựa và đồ chơi nhựa. Trong bối cảnh ngành công nghiệp nhựa đang phát triển mạnh mẽ, việc đầu tư một cơ sở sản xuất hiện đại, đồng bộ và thân thiện với môi trường là yêu cầu cấp thiết.
Mục tiêu của dự án là xây dựng một nhà máy sản xuất nhựa với công nghệ tiên tiến, đảm bảo chất lượng sản phẩm, tối ưu hóa chi phí sản xuất và giảm thiểu tác động đến môi trường. Dự án không chỉ tập trung vào sản xuất mà còn tích hợp hoạt động sửa chữa khuôn nhằm nâng cao tính chủ động trong vận hành và giảm phụ thuộc vào bên ngoài.
Sản phẩm của dự án bao gồm bao bì nhựa, các sản phẩm đồ chơi nhựa và các sản phẩm nhựa kỹ thuật khác. Thị trường tiêu thụ hướng đến cả nội địa và xuất khẩu, đặc biệt là các thị trường yêu cầu tiêu chuẩn cao về chất lượng và an toàn sản phẩm.
2. Nội dung dự án đầu tư
Dự án được triển khai trên khu đất có diện tích phù hợp với quy hoạch phát triển công nghiệp của địa phương, đảm bảo các điều kiện về hạ tầng kỹ thuật như giao thông, cấp điện, cấp nước và thoát nước. Việc lựa chọn địa điểm được xem xét dựa trên nhiều yếu tố như khoảng cách với khu dân cư, khả năng kết nối logistics và điều kiện môi trường.
Quy mô của dự án bao gồm các hạng mục chính như khu nhà xưởng sản xuất, khu ép nhựa, khu sản xuất bao bì, khu sản xuất đồ chơi, khu sửa chữa khuôn, kho nguyên liệu, kho thành phẩm, khu văn phòng điều hành và khu xử lý môi trường. Các hạng mục được bố trí hợp lý nhằm đảm bảo dòng chảy sản xuất liên tục, giảm thiểu giao cắt và tối ưu hóa diện tích sử dụng.
Dây chuyền công nghệ sản xuất nhựa được lựa chọn theo hướng hiện đại, tự động hóa cao, phù hợp với từng loại sản phẩm. Quy trình sản xuất bắt đầu từ việc tiếp nhận và kiểm tra nguyên liệu đầu vào là các loại hạt nhựa như PP, PE, ABS, PVC. Nguyên liệu sau đó được sấy khô để loại bỏ độ ẩm, đảm bảo chất lượng trong quá trình gia nhiệt.
Tiếp theo, nguyên liệu được đưa vào máy ép phun hoặc máy đùn để tạo hình sản phẩm. Quá trình này diễn ra ở nhiệt độ cao, yêu cầu kiểm soát chặt chẽ về nhiệt độ và áp suất nhằm đảm bảo sản phẩm đạt tiêu chuẩn kỹ thuật. Sau khi tạo hình, sản phẩm được làm nguội, cắt gọt và hoàn thiện trước khi kiểm tra chất lượng và đóng gói.
Đối với sản xuất bao bì nhựa, quy trình có thể bao gồm thêm các công đoạn như thổi màng, in ấn và ghép màng. Hoạt động sản xuất đồ chơi nhựa yêu cầu độ chính xác cao về khuôn và màu sắc, do đó cần hệ thống kiểm soát chất lượng nghiêm ngặt.
Hoạt động sửa chữa khuôn đóng vai trò quan trọng trong việc duy trì hiệu suất sản xuất. Khu vực này được trang bị các thiết bị gia công cơ khí, hàn và đánh bóng để sửa chữa và bảo trì khuôn, đảm bảo khuôn luôn trong tình trạng hoạt động tốt.
Tổng mức đầu tư của dự án bao gồm chi phí xây dựng nhà xưởng, chi phí mua sắm thiết bị, chi phí quản lý dự án, chi phí tư vấn và chi phí dự phòng. Nguồn vốn thực hiện dự án có thể từ vốn tự có của doanh nghiệp và vốn vay từ các tổ chức tín dụng.
Tiến độ thực hiện dự án được chia thành các giai đoạn rõ ràng, từ chuẩn bị đầu tư, thi công xây dựng, lắp đặt thiết bị đến vận hành thử nghiệm và đưa vào hoạt động chính thức. Việc lập tiến độ chi tiết giúp kiểm soát tốt quá trình triển khai và hạn chế rủi ro.
Dự án cũng xác định rõ nhu cầu lao động bao gồm lao động trực tiếp sản xuất, lao động kỹ thuật và lao động quản lý. Kế hoạch đào tạo được xây dựng nhằm nâng cao tay nghề và đảm bảo an toàn lao động.
3. Đánh giá tác động môi trường
Trong quá trình triển khai và vận hành, dự án có thể gây ra một số tác động đến môi trường nếu không có biện pháp kiểm soát phù hợp. Do đó, việc đánh giá tác động môi trường là nội dung quan trọng trong bộ hồ sơ.
Hiện trạng môi trường khu vực dự án cần được khảo sát và đánh giá đầy đủ, bao gồm các yếu tố như chất lượng không khí, nguồn nước và điều kiện đất đai. Đây là cơ sở để so sánh và đánh giá mức độ ảnh hưởng của dự án.
Các nguồn phát sinh chất thải trong dự án bao gồm khí thải, nước thải, chất thải rắn và chất thải nguy hại. Khí thải chủ yếu phát sinh từ quá trình gia nhiệt nhựa và hoạt động in ấn, có thể chứa các hợp chất hữu cơ bay hơi. Nước thải phát sinh từ quá trình làm mát thiết bị và sinh hoạt của công nhân. Chất thải rắn bao gồm nhựa lỗi, phế phẩm và bao bì. Chất thải nguy hại phát sinh từ hoạt động sửa chữa khuôn như dầu thải và giẻ lau dính dầu.
Các tác động môi trường chính bao gồm ô nhiễm không khí, ô nhiễm nước và ảnh hưởng đến sức khỏe người lao động và cộng đồng xung quanh. Để giảm thiểu các tác động này, dự án cần áp dụng các biện pháp kỹ thuật và quản lý phù hợp.
Đối với khí thải, cần lắp đặt hệ thống hút và xử lý khí thải tại các vị trí phát sinh, sử dụng các công nghệ như than hoạt tính hoặc lọc khí để giảm nồng độ chất ô nhiễm. Đối với nước thải, cần xây dựng hệ thống tuần hoàn nước làm mát và hệ thống xử lý nước thải sinh hoạt đạt quy chuẩn trước khi xả ra môi trường.
Chất thải rắn cần được phân loại tại nguồn, tái chế tối đa các phế phẩm nhựa và thu gom, xử lý theo quy định. Chất thải nguy hại cần được lưu giữ trong khu vực riêng biệt và chuyển giao cho đơn vị có chức năng xử lý.
Dự án cần xây dựng chương trình quản lý môi trường bao gồm quan trắc định kỳ, kiểm soát vận hành hệ thống xử lý và báo cáo cơ quan quản lý nhà nước. Đây là cơ sở để đảm bảo dự án tuân thủ các quy định pháp luật về bảo vệ môi trường.
4. Nội dung đề nghị cấp giấy phép môi trường
Dựa trên kết quả đánh giá tác động môi trường, dự án đề xuất các nội dung xin cấp giấy phép môi trường phù hợp với quy định hiện hành.
Thông tin chung của dự án bao gồm quy mô công suất, loại hình sản xuất và các đặc điểm chính. Các nguồn phát thải được xác định rõ về lưu lượng và tính chất, làm cơ sở để thiết kế các công trình xử lý.
Các công trình xử lý môi trường của dự án bao gồm hệ thống xử lý khí thải, hệ thống xử lý nước thải và khu vực lưu giữ chất thải. Các công trình này được thiết kế đảm bảo đáp ứng các quy chuẩn kỹ thuật quốc gia về môi trường.
Dự án đề xuất các thông số môi trường áp dụng phù hợp với quy định pháp luật và điều kiện thực tế. Đồng thời, xây dựng kế hoạch vận hành thử nghiệm các công trình xử lý nhằm đánh giá hiệu quả trước khi vận hành chính thức.
Chủ đầu tư cam kết tuân thủ đầy đủ các quy định pháp luật về bảo vệ môi trường, vận hành đúng quy trình các công trình xử lý và thực hiện báo cáo định kỳ theo yêu cầu của cơ quan quản lý.
5. Tích hợp bộ hồ sơ hoàn chỉnh
Bộ hồ sơ tích hợp được xây dựng trên cơ sở kết hợp chặt chẽ giữa nội dung lập dự án đầu tư, đánh giá tác động môi trường và đề nghị cấp giấy phép môi trường. Việc tích hợp giúp đảm bảo tính thống nhất, tránh trùng lặp và nâng cao hiệu quả thẩm định.
Cấu trúc hồ sơ bao gồm phần thuyết minh dự án, phần đánh giá môi trường, phần đề nghị cấp phép và các phụ lục kèm theo. Các nội dung được liên kết logic với nhau, đảm bảo sự phù hợp giữa quy mô sản xuất, công nghệ sử dụng và các biện pháp bảo vệ môi trường.
Các phụ lục bao gồm bản vẽ mặt bằng, sơ đồ công nghệ, tài liệu pháp lý và kết quả phân tích môi trường. Đây là các tài liệu quan trọng hỗ trợ quá trình thẩm định và triển khai dự án.
6. Cơ sở pháp lý
Hồ sơ được xây dựng trên cơ sở tuân thủ các quy định pháp luật hiện hành về đầu tư, xây dựng và bảo vệ môi trường. Các văn bản pháp lý bao gồm luật, nghị định, thông tư và các quy chuẩn kỹ thuật quốc gia.
Việc tuân thủ đầy đủ các quy định pháp lý không chỉ đảm bảo tính hợp pháp của dự án mà còn góp phần nâng cao uy tín và khả năng cạnh tranh của doanh nghiệp trên thị trường.
7. Kết luận
Dự án nhà máy sản xuất sản phẩm nhựa với công suất 64.000.000 sản phẩm mỗi năm là phù hợp với định hướng phát triển công nghiệp và nhu cầu thị trường. Bộ hồ sơ tích hợp được xây dựng đầy đủ, chi tiết và đồng bộ, đáp ứng các yêu cầu về pháp lý, kỹ thuật và môi trường.
Việc triển khai dự án sẽ mang lại hiệu quả kinh tế, tạo việc làm và đóng góp vào sự phát triển của ngành công nghiệp nhựa, đồng thời đảm bảo các yêu cầu về bảo vệ môi trường và phát triển bền vững.
CÔNG TY CỔ PHẦN TƯ VẤN ĐẦU TƯ & THIẾT KẾ XÂY DỰNG MINH PHƯƠNG
Địa chỉ: 28B Mai Thị Lựu - Khu phố 7, Phường Tân Định, TP.HCM
Hotline: (028 22 142 126 - 0903 649 782
Email: minhphuong.corp@yahoo.com.vn hoặc thanhnv93@yahoo.com.vn
Website: www.minhphuongcorp.com: www.khoanngam.com; www.lapduan.com;



Tin liên quan
- › Báo cáo đề xuất cấp giấy phép môi trường nhà máy luyện hợp kim sắt
- › Báo cáo đề xuất GPMT dự án nhà máy dệt vải
- › Báo cáo đánh giá tác động môi trường dự án nhà máy chế biến thực phẩm
- › Báo cáo đề xuất cấp giấy phép môi trường nhà máy chế biến trái cây
- › Báo cáo đề xuất cấp giấy phép môi trường cơ sở nhà máy bêtông
- › Báo cáo đề xuất cấp giấy phép môi trường cơ sở sản xuất vải bạt PP, PE tarpaulin
- › Báo cáo đề xuất cấp GPMT nhà máy sản xuất nội thất, ngoại thất bằng kim loại
- › Báo cáo đánh giá tác động môi trường dự án đầu tư trung tâm Logistics
- › Đề cương thuyết minh dự án lâm sinh
- › Báo cáo đề xuất cấp GPMT nhà máy sản xuất chế biến nông thủy sản xuất khẩu
Bình luận (0)
HOTLINE
![]()
HOTLINE: 0914526205
Mail: nguyenthanhmp156@gmail.com




HOTLINE
![]()
HOTLINE: 0914526205
Mail: nguyenthanhmp156@gmail.com








Gửi bình luận của bạn