Báo cáo đề xuất cấp GPMT dự án sản xuất phụ tùng ô tô
Báo cáo đề xuất cấp (GPMT) giấy phép môi trường dự án sản xuất phụ tùng ô tô công suất 9.799 tấn/năm. Với các loại sản phẩm đăng ký sản xuất, công nghệ sản xuất chính của nhà máy là lắp ráp linh kiện thành sản phẩm phụ tùng ô tô hoàn chỉnh.
Ngày đăng: 18-02-2025
469 lượt xem
Danh mục các từ và các ký hiệu viết tắt........................................................... 4
Chương I. THÔNG TIN CHUNG VỀ DỰ ÁN ĐẦU TƯ........................................ 10
1.3. Công suất, công nghệ, sản phẩm sản xuất của dự án đầu tư.................. 12
1.3.2. Công nghệ sản xuất của dự án đầu tư....................................................... 13
3. Lưu trình sản xuất chốt nhiên liệu – chốt nắp bình xăng (Fuel Filler Opener)...... 24
4. Lưu trình sản xuất chốt cửa (Door Lacth)....................................................... 26
1.4. Nguyên liệu, nhiên liệu, vật liệu, phế liệu, điện năng, hóa chất sử dụng, nguồn cung cấp điện, nước của dự án đầu tư.... 36
1.5. Các thông tin khác liên quan đến dự án đầu tư............................................... 49
1.5.1. Quy mô các hạng công trình của dự án..................................................... 49
1.5.2. Danh mục máy móc thiết bị phục vụ sản xuất............................................ 52
1.5.3. Tình hình hoạt động sản xuất trong thời gian qua....................................... 60
CHƯƠNG II. SỰ PHÙ HỢP CỦA DỰ ÁN ĐẦU TƯ VỚI QUY HOẠCH, KHẢ NĂNG CHỊU TẢI CỦA MÔI TRƯỜNG.......62
2.1. Sự phù hợp của cơ sở với quy hoạch bảo vệ môi trường quốc gia, quy hoạch tỉnh, phân vùng môi trường...... 62
2.2. Sự phù hợp của dự án đầu tư đối với khả năng chịu tải của môi trường tiếp nhận chất thải...62
Chương III. KẾT QUẢ HOÀN THÀNH CÁC CÔNG TRÌNH, BIỆN PHÁP BẢO VỆ MÔI TRƯỜNG CỦA DỰ ÁN ĐẦU TƯ.... 68
3.1. Công trình, biện pháp thoát nước mưa, thu gom và xử lý nước thải:................. 68
3.3. Công trình, biện pháp lưu giữ, xử lý chất thải rắn thông thường............ 78
3.3.1. Đối với công trình lưu giữ chất thải rắn sinh hoạt............................................ 78
3.3.2. Đối với công trình lưu giữ chất thải công nghiệp thông thường................ 80
3.4. Công trình, biện pháp lưu giữ, xử lý chất thải nguy hại:................................ 82
3.5. Công trình, biện pháp giảm thiểu tiếng ồn, độ rung........................................ 84
3.6. Phương án phòng ngừa, ứng phó sự cố môi trường khi dự án đi vào vận hành:.... 85
3.6.1. Phương án phòng ngừa và ứng phó sự cố chất thải...................................... 85
3.6.2. Phương án phòng ngừa và ứng phó sự cố môi trường khác........................ 89
3.7. Các nội dung thay đổi so với quyết định phê duyệt kết quả thẩm định báo cáo đánh giá tác động môi trường:... 94
Chương IV. NỘI DUNG ĐỀ NGHỊ CẤP GIẤY PHÉP MÔI TRƯỜNG................. 97
3.1. Nội dung đề nghị cấp phép đối với nước thải........................................... 97
3.2. Nội dung đề nghị cấp phép đối với khí thải..................................................... 99
3.2.1. Nội dung đề nghị cấp phép đối với khí thải................................................ 99
3.2.2. Nội dung đề nghị cấp phép đối với khí thải................................................ 100
3.3. Nội dung đề nghị cấp phép đối với tiếng ồn, độ rung..................................... 101
3.4. Nội dung đề nghị cấp phép về quản lý chất thải............................................ 103
3.5. Các yêu cầu về bảo vệ môi trường................................................................ 105
Chương V. KẾ HOẠCH VẬN HÀNH THỬ NGHIỆM CÔNG TRÌNH XỬ LÝ CHẤT THẢI VÀ CHƯƠNG TRÌNH QUAN TRẮC MÔI TRƯỜNG CỦA DỰ ÁN. 107
5.1. Kết quả vận hành thử nghiệm công trình xử lý chất thải đã thực hiện.................. 107
5.1.1. Kết quả đánh giá hiệu quả của công trình xử lý nước thải:.................................. 107
5.1.2. Kết quả đánh giá hiệu quả xử lý của công trình, thiết bị xử lý bụi, khí thải...... 115
5.2. Chương trình quan trắc chất thải (tự động, liên tục và định kỳ) theo quy định của pháp luật...123
5.3. Chương trình quan trắc chất thải (tự động, liên tục và định kỳ) khác theo quy định của pháp luật có liên quan hoặc theo đề xuất của chủ cơ sở:....... 123
Chương VI. CAM KẾT CỦA CHỦ DỰ ÁN ĐẦU TƯ.....124
MỞ ĐẦU
Công ty TNHH ...... hoạt động theo Giấy chứng nhận đăng ký kinh doanh số ..... do Sở Kế hoạch và Đầu tư thành phố Hải Phòng cấp thay lần đầu ngày 19/6/2018, đăng ký thay đổi lần thứ 3 ngày 24/5/2021. Căn cứ vào nhu cầu của chủ dự án và qua nghiên cứu địa điểm thực hiện dự án Công ty đã lựa chọn K..... để đầu tư “Nhà máy sản xuất phụ tùng ô tô” với mục tiêu sản xuất các sản phẩm, phụ tùng ô tô: bản lề mui xe, chốt nhiên liệu, chốt cửa. Dự án đã được Ủy ban nhân dân quận Hải An cấp thông báo đăng ký kế hoạch bảo vệ môi trường số 1934/GXN-UBND ngày 22/10/2018 với công suất đăng ký 557,5 tấn sản phẩm/năm.
Năm 2019, Chủ dự án quyết định đầu tư nâng công suất sản xuất lên 9.799 tấn/năm, bổ sung các sản phẩm chốt ghế, chốt cốp xe, chốt mui xe và linh kiện của chốt điều khiển cửa sổ ô tô. Dự án đã được Ban Quản lý Khu kinh tế Hải Phòng cấp Quyết định phê duyệt báo cáo đánh giá tác động môi trường tại Quyết định số 3487/QĐ-BQL ngày 26/8/2020.
Sau khi được Ban quản lý khu kinh tế Hải Phòng phê duyệt báo cáo đánh giá tác động môi trường, Công ty tiến hành lắp đặt bổ sung máy móc thiết bị, đầu tư các công trình bảo vệ môi trường phục vụ hoạt động nâng công suất.
Công ty đã lập hồ sơ Kế hoạch vận hành thử nghiệm và được Ban Quản lý Khu kinh tế Hải Phòng cấp Thông báo số 3269/BQL-TNMT ngày 28/7/2021 thông báo kết quả kiểm tra các công trình xử lý chất thải để vận hành thử nghiệm.
Công ty đã cho vận hành các dây chuyền sản xuất đã lắp đặt và thực hiện hoạt động lấy mẫu đánh giá hiệu quả hoạt động của các công trình xử lý chất thải, các công trình bảo vệ môi trường theo quy định, tổng hợp hồ sơ báo cáo Kết quả vận hành thử nghiệm và được Ban Quản lý KKT Hải Phòng cấp Văn bản số 5341/BQL-TNMT ngày 16/12/2021 thông báo kết quả kiểm tra việc vận hành thử nghiệm các công trình xử lý chất thải đối với dự án “Nhà máy sản xuất phụ tùng ô tô, công suất 9.799 tấn/năm”.
CHƯƠNG I. THÔNG TIN CHUNG VỀ DỰ ÁN ĐẦU TƯ
1.1.Tên chủ dự án đầu tư
Công ty TNHH............
Địa chỉ trụ sở chính: Khu kinh tế Đình Vũ – Cát Hải, phường Đông Hải 2, quận Hải An, thành phố Hải Phòng, Việt Nam
Địa chỉ liên hệ: Khu kinh tế Đình Vũ – Cát Hải, phường Đông Hải 2, quận Hải An, thành phố Hải Phòng, Việt Nam.
Người đại diện theo pháp luật của Chủ dự án đầu tư: ........L. Chức vụ: Tổng giám đốc
- Điện thoại: ........
Giấy chứng nhận đầu tư/đăng ký kinh doanh số ...... cấp lần đầu ngày 19/6/2018, đăng ký thay đổi lần thứ ba ngày 24/5/2021 tại Phòng đăng ký kinh doanh Sở Kế hoạch và đầu tư thành phố Hải Phòng.
1.2.Tên dự án đầu tư:
“Dự án Nhà máy sản xuất phụ tùng ô tô, công suất 9.799 tấn/năm”
Địa điểm thực hiện dự án đầu tư: Kinh tế Đình Vũ – Cát Hải, phường Đông Hải 2, quận Hải An, thành phố Hải Phòng, Việt Nam. Quy mô diện tích: 70.000 m2 có ranh giới tiếp giáp được xác định như sau:
+ Phía Bắc giáp bãi đất trống quy hoạch làm đường nội bộ KCN
+ Phía Đông: giáp đường nội bộ KCN
+ Phía Nam: giáp Công ty TNHH Dong Yang Vina Industry.
+ Phía Tây giáp lô đất CN1F, khu đất dự kiến thực hiện giai đoạn 2 và Công ty TNHH YMP Plus.
So với thời điểm lập báo cáo ĐTM từ năm 2020 đến nay, hiện trạng hạ tầng, các đối tượng kinh tế xã hội xung quanh khu vực Dự án không có gì thay đổi. Hoạt động đầu tư của các nhà đầu tư thứ cấp trong KCN ....được thực hiện theo đúng quy hoạch được duyệt của KCN, hoạt động đầu tư của các dự án đầu tư không làm biến đổi nhiều chất lượng môi trường của khu vực.
Sơ đồ vị trí dự án và các đối tượng xung quanh được thể hiện tại hình sau

Hình 1.1. Vị trí dự án
Cơ quan cấp giấy phép xây dựng: Ban Quản lý khu kinh tế Hải Phòng. Dự án đã được Ban Quản lý Khu kinh tế Hải Phòng cấp Giấy phép xây dựng số 409/GPXD-BQL ngày 01/02/20219.
Cơ quan cấp các loại giấy phép có liên quan đến môi trường của dự án:
+ Quyết định số 3487/QĐ-BQL ngày 26/8/2020 của Ban Quản lý Khu kinh tế Hải Phòng phê duyệt báo cáo đánh giá tác động môi trường của dự án Nhà máy sản xuất phụ tùng ô tô, công suất 9.799 tấn/năm tại Lô CN1A, KCN DEEP-C2A, thuộc khu kinh tế Đình Vũ – Cát Hải, quận Hải An, thành phố Hải Phòng, Việt Nam do Công TNHH ....làm chủ đầu tư
+ Cơ quan cấp Giấy phép môi trường: Ban Quản lý Khu kinh tế Hải Phòng (Căn cứ điểm c, khoản 3 điều 41 Nghị định số 08/2022/NĐ-CP và Quyết định số 2469/QĐ-UBND ngày 01/08/2022 về việc ủy quyền cho Ban quản lý Khu kinh tế Hải Phòng tổ chức, thực hiện thẩm định, phê duyệt kết quả thẩm định Báo cáo đánh giá tác động môi trường, cấp, cấp đổi, điều chỉnh, cấp lại, thu hồi Giấy phép môi trường đối với các dự án đầu tư trong các khu công nghiệp, khu kinh tế trên địa bàn thành phố Hải Phòng).
Quy mô của dự án đầu tư: Tổng mức đầu tư của dự án là 1.053.961.0000 đồng (Bằng chữ: một nghìn không trăm năm mươi ba tỷ, chín trăm sáu mươi mốt triệu), có tiêu chí như Dự án nhóm A theo quy định tại khoản 4 điều 8, Luật đầu tư công số 39/2019/QH14 ngày 13/06/2019. Đối chiếu với mục 2 Phụ lục IV ban hành kèm theo Nghị định số 08/2022/NĐ-CP ngày 10/01/2022 của Chính phủ, dự án có tiêu chí môi trường như dự án đầu tư nhóm II. Dự án đã được Ban quản lý Khu kinh tế Hải Phòng phê duyệt báo cáo đánh giá tác động môi trường, đã hoàn thành hoạt động vận hành thử nghiệm, Báo cáo đề xuất cấp Giấy phép môi trường được xây dựng theo mẫu Phụ lục 8 Nghị định số 08/2022/NĐ-CP của Chính phủ trình Ủy ban nhân dân thành phố Hải Phòng thẩm định, cấp phép. Hiện tại Ủy ban nhân dân thành phố Hải Phòng đã ủy quyền cho Ban Quản lý khu kinh tế Hải Phòng tổ chức, thực hiện thẩm định, phê duyệt kết quả thẩm định báo cáo ĐTM, cấp giấy phép môi trường đối với các dự án đầu tư, cơ sở sản xuất trong các KCN theo Quyết định số 2469/QĐ-UBND ngày 01/8/2022.
1.3.Công suất, công nghệ, sản phẩm sản xuất của dự án đầu tư:
1.3.1.Công suất của dự án đầu tư:
Tổng công suất đăng ký của dự án là 9.799 tấn sản phẩm/năm
Bảng 1.1. Sản phẩm của dự án
|
TT |
Tên sản phẩm |
Sản lượng cho năm sản xuất ổn định |
|
|
Sản phẩm/năm |
Tấn/năm |
||
|
1 |
Chốt mui xe |
1.559.160 |
581,1 |
|
2 |
Bản lề mui xe |
1.526.483 |
1.630,7 |
|
3 |
Chốt nhiên liệu |
2.052.428 |
315,6 |
|
4 |
Chốt cửa |
6.058.832 |
3.903,3 |
|
5 |
Chốt ghế |
5.924.180 |
1.957,1 |
|
6 |
Chốt cốp xe |
990.000 |
333,2 |
|
7 |
Linh kiện của chốt điều khiển cửa sổ ô tô |
2.610.000 |
882 |
|
8 |
Linh kiện của các loại chốt ô tô |
2.302.343 |
196 |
|
|
Tổng |
23.023.426 |
9.799 |
1.3.2.Công nghệ sản xuất của dự án đầu tư:
Với các loại sản phẩm đăng ký sản xuất, công nghệ sản xuất chính của nhà máy là lắp ráp linh kiện thành sản phẩm phụ tùng ô tô hoàn chỉnh. Linh kiện lắp ráp gồm linh kiện nhập sẵn từ các nhà cung cấp và linh kiện được gia công tại nhà máy. Các quy trình công nghệ chính của nhà máy như sau:
1. Quy trình công nghệ gia công linh kiện (bao gồm sản phẩm linh kiện của chốt điều khiển cửa sổ ô tô, các loại chốt ô tô và các linh kiện cho xưởng lắp ráp):
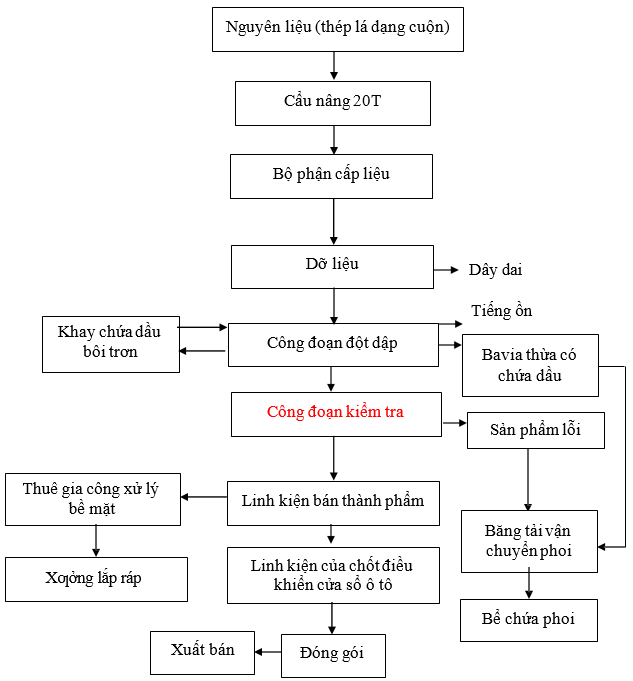
Hình 1.2. Sơ đồ quy trình sản xuất linh kiện bán thành phẩm, linh kiện chốt điều khiển cửa sổ ô tô.
Thuyết minh quy trình:
Sản phẩm đầu ra trở thành bán thành phầm của xưởng lắp ráp và linh kiện của chốt điều khiển cửa sổ ô tô, các sản phẩm xưởng lắp ráp gồm:
- Linh kiện của chốt điều khiển cửa sổ ô tô.
- Tấm đỡ trước, tấm đỡ sau, tay đòn trong, tay đòn ngoài cấp cho chuyền sản xuất chốt cửa, bản lề mui xe.
- Tấm đỡ chính, vỏ cấp cho chuyền sản xuất chốt ghế.
Nguyên liệu đầu vào là thép tấm dạng cuộn được kiểm soát chất lượng từ nhà sản xuất, sau quá trình nhập liệu được đưa lên máy đột dập nhờ hệ thống cẩu nâng tự động được lắp đặt trên trần nhà xưởng.
Một số đặc tính của nguyên liệu: thép có độ dày từ 1,6 đến 2,6 mm; bản rộng từ 70 đến 80 mm.
Thép nguyên liệu dạng cuộn nhập về nhà máy đã được kiểm soát chất lượng từ đơn vị cung ứng nguyên liệu. Thép cuộn từ các giá chứa được cầu trục 20 tấn đưa vào cửa nạp liệu, các tấm thép chạy lần lượt theo hệ thống trục kẹp dẫn tự động để thực hiện thao tác dỡ cuộn, đẩy bản thép vào dưới khuôn dập.
Công đoạn đột dập là công đoạn gia công sử dụng lực ép làm biến dạng lá phôi thép thành sản phẩm có hình thù, kích thước mong muốn. Hình dạng kích thước của sản phẩm được định dạng sẵn nhờ các khuôn mẫu được lắp đặt trong máy đột dập. Với mỗi loại sản phẩm khác nhau sẽ sử dụng các khuôn dập khác nhau.
Để giảm mức độ ma sát, sinh nhiệt, bảo vệ các khuôn dập, tại vị trí dập tạo sản phẩm, dầu thủy lực được cấp vào xi lanh chứa trên máy đột dập, dưới lực đẩy của bộ phận pitton đẩy, dầu được cấp đều vào nguyên liệu và khuôn dập. Sản phẩm sau khi hình thành được đẩy sang các khay chứa. Dầu được bơm theo chế độ bơm tràn, thu hồi tại các rãnh thu được thiết kế bao quanh khuôn dập,thu về khay chứa dầu. Dầu thu hồi được lọc qua bộ lọc và cấp tuần hoàn lại xilanh chứa dầu tái sử dụng, không thải bỏ. Lượng dầu mới thường xuyên được cấp bổ sung do hao hụt theo sản phẩm, phoi thừa.
Phần phoi thừa tự động rơi xuống các băng tải chuyển về băng tải tự động đặt ngầm dưới xưởng đột dập và vận chuyển về bể chứa phoi thu gom chuyển giao cho các đơn vị có chức năng xử lý
Hoạt động thay khuôn: theo kế hoạch sản xuất, với mỗi dòng sản phẩm, linh kiện,chi tiết khác nhau sẽ sử dụng các khuôn mẫu khác nhau và được thao tác lắp đặt thủ công với kỹ sư cơ khí của nhà máy.
Sản phẩm của xưởng đột dập gồm 18 loại là linh kiện của chốt điều khiển cửa sổ ô tô và chi tiết, linh kiện của các chuyền sản xuất tại xưởng lắp ráp của nhà máy.
Tuy nhiên, các linh kiện sản xuất tại xưởng đột dập không trực tiếp đi vào quy trình sản xuất của xưởng lắp ráp mà chuyển đến các đơn vị, nhà máy gia công khác để thực hiện công đoạn hoàn thiện, xử lý bề mặt, sơn, trước khi quay lại nhà máy để đi vào chuyền lắp ráp hoặc xuất cho khách hàng.
Để phục vụ cho nhu cầu sản xuất của dự án, nhà máy trang bị 13 máy đột dập sức ép 250 tấn đến 600 tấn. Đối với mỗi dòng sản phẩm có độ dày khác nhau, đặc điểm chi tiết khác nhau mà sử dụng các máy đột dập có lực ép khác nhau.
Các máy đột dập được hoạt động hoàn toàn tự động với chế độ liên hoàn từ khâu nhập liệu đến đột dập ra sản phẩm. Công nhân vận hành tại vị trí bảng điều khiển.
Tác động chính phát sinh từ hoạt động của xưởng đột dập là:
- Tiếng ồn
- Phoi thép thừa có chứa dầu thủy lực
- Tai nạn lao động do hoạt động với các máy móc thiết bị có tải trọng lớn.
2. Quy trình công nghệ sản xuất tại xưởng lắp ráp:
Quy trình sản xuất chung được thể hiện tại lưu trình sau:
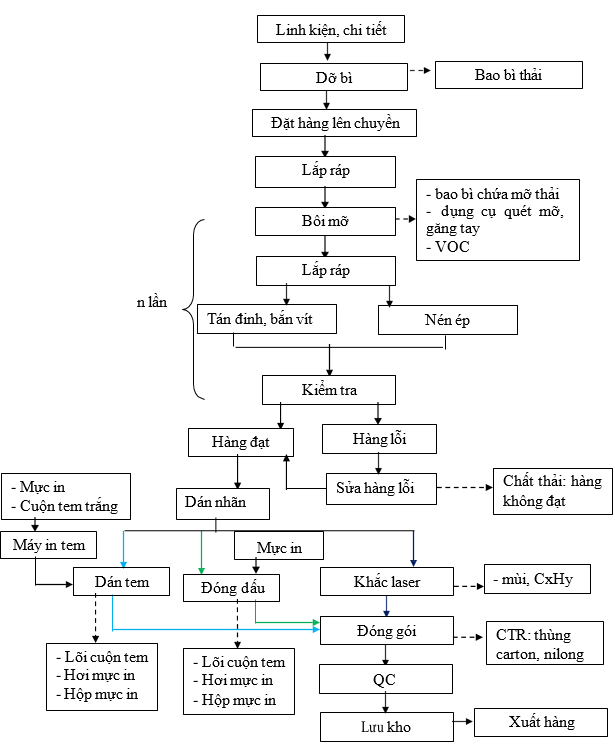
Hình 1.3.. Sơ đồ quy trình công nghệ sản xuất tại xưởng lắp ráp
Sản phẩm sản xuất tại xưởng lắp ráp gồm:
- Chốt mui xe
- Bản lề mui xe
- Chốt nhiên liệu
- Chốt cửa
- Chốt ghế
- Chốt cốp xe
Thuyết minh quy trình:
Với công nghệ sản xuất 6 loại sản phẩm chủ yếu là hoạt động lắp ráp.
Đối với mỗi dòng sản phẩm khác nhau sẽ sử dụng các loại linh kiện khác nhau nhưng nhìn chung, quy trình sản xuất đều chung qua các bước bôi mỡ, lắp ráp, kiểm tra chi tiết, kiểm tra tổng thể, đóng gói, lưu kho và xuất hàng. Trong các dây chuyền sản xuất có dây chuyền sản xuất chốt cốp và chốt nhiên liệu có sử dụng công đoạn in khắc laser để khắc dấu, mã sản phẩm, còn lại không có sự khác biệt nhiều về công nghệ sản xuất giữa các quy trình sản xuất các loại sản phẩm của nhà máy.
Nguyên liệu nhập về từ các nhà cung cấp gồm nhiều loại linh kiện đã được kiểm soát chất lượng được dỡ bao bì, đưa lên dây chuyền sản xuất. Tại công đoạn nạp liệu, linh kiện được công nhân đổ vào các khay chứa. Từ khay chứa, linh kiện được tự động đưa lên giá lắp, cũng có những linh kiện được công nhân thao tác lắp thủ công.
Linh kiện đầu tiên đi vào dây chuyền là lớp vỏ (cover) được công nhân đưa lên chuyền sản xuất trên các giá đỡ. Chuyền lắp ráp chuyển động từ đầu chuyền đến cuối chuyền đi qua các công đoạn lắp ráp,bổ sung linh kiện dọc chuyền để hình thành sản phẩm tại cuối chuyền. Dây chuyền lắp ráp chủ yếu vận hành tự động, các công đoạn lắp ráp, bắn vít tự động, nạp liệu tự động, kiểm tra kết quả lắp ráp, kiểm tra công năng hoàn toàn tự động dưới sự hỗ trợ của hệ thống nén khí, công nhân thao tác chính tại công đoạn nạp liệu, và kiểm tra ngoại quan cuối chuyền và đóng gói.
Quá trình bôi mỡ => lắp linh kiện=> kiểm tra chi tiết lặp đi lặp lại hết quy trình sau khi các bộ phận, chi tiết cấu thành sản phẩm được lắp đặt đầy đủ tạo thành sản phẩm.
Hoạt động lắp ráp:
Hoạt động lắp ráp linh kiện được thực hiện tự động hoặc thủ công, linh kiện chính được đưa vào, chuyển động theo chuyền sản xuất qua từng vị trí để bôi mỡ, tại các vị trí lắp ráp, linh kiện bổ sung được đầu gắp nguyên liệu gắp từ khay chứa đưa vào vị trí được định vị sẵn.
Có những chi tiết, linh kiện được liên kết với nhau với các khớp nối được thiết kế sẵn tạo chuyển động cho sản phẩm được tạo thành.
Có những linh kiện được liên kết với nhau bởi đinh tán, vít. Với những chi tiết được cố định bởi công nghệ này, vít và đinh tán được bắt bởi các máy bắn vít trên dây chuyền liên hoàn.
Có những chi tiết sản phẩm được cố định với nhau bởi lực ép của máy ép. Các chi tiết sử dụng công nghệ ép thường là phần cover nhựa (vỏ nhựa). Lực nén ép giúp các linh kiện cố định lại với nhau.
Hoạt động bôi mỡ: hầu hết trong quy trình trước khi lắp đặt một chi tiết, mỡ sẽ được bôi trước khi lắp đặt để giúp các linh kiện hoạt động trơn tru, giảm ma sát, giảm ồn, tăng độ bền trong quá trình hoạt động sau này.
Để đảm bảo tiêu chuẩn chất lượng, hoạt động bôi mỡ cũng đã được được thiết lập hoàn toàn tự động bởi máy đối với hầu hết các dòng sản phẩm. Tuy nhiên theo yêu cầu của khách hàng, một số dòng sản phẩm có những vị trí cần bôi mỡ hoặc không cần bôi mỡ, do đó chuyền tự động sẽ không thiết kế vị trí này mà một số dòng sản phẩm, công nhân sẽ thực hiện thao tác quét mỡ trực tiếp theo yêu cầu của đơn hàng.
Hoạt động kiểm tra:
Sau khi sản phẩm được kiểm tra lắp ráp, đặc tính, khả năng hoạt động, độ bền,...sản phẩm sẽ được dán tem, đóng dấu ngày sản xuất hoặc khắc mã bằng laser sau đó được kiểm tra cảm quan thủ công 1 lần cuối trước khi đóng gói.
Kiểm tra lắp ráp: Việc kiểm tra chi tiết nhằm mục đích xem chi tiết đã đủ chưa, chi tiết, linh kiện vừa lắp đặt đã lắp đặt đúng vị trí hay chưa.
Kiểm tra motor, công năng, khả năng hoạt động: tới công đoạn kiểm tra khả năng hoạt động, kiểm tra motor, điện áp được cấp vào sản phẩm để thử hoạt động của motor, kiểm tra khả năng chuyển động của các bánh răng, độ kín khít, tránh thất thoát hơi nhiên liệu (đối với sản phẩm là chốt nhiên liệu).
Kiểm tra lực làm việc: điện áp được cấp vào để kiểm tra góc quay, biên độ lực tác động của sản phẩm.
Với đặc tính sản phẩm là phụ tùng, linh kiện ô tô, mức độ an toàn đòi hỏi là rất cao nên hầu hết các công đoạn đều được tự động hóa để tăng độ chính xác, giảm thiểu các sai sót trong quá trình hình thành sản phẩm. Các dây chuyền sản xuất của nhà máy được thiết kế công đoạn kiểm tra tự động sau mỗi bước thao tác. Hình ảnh sản phẩm được kiểm tra sẽ được hiển thị trên màn hình. Việc kiểm soát lỗi được cài đặt tự động, kết quả kiểm tra được thể hiện trên màn hình để giúp người vận hành có thể biết được vị trí bị lỗi, xác địnhn nguyên nhân và tìm cách khắc phục. Chuyền sản xuất được thiết kế thông minh, thao tác kiểm tra được lặp đi lặp lại 3-5 lần, trong trường hợp chi tiết kiểm tra bị lỗi thì toàn bộ dây chuyền sẽ tự động dừng lại để khắc kiểm tra nguyên nhân, kịp thời khắc phục lỗi và vận hành trở lại sau khi lỗi chi tiết đã được khắc phục xong. Điều này giúp tỷ lệ sản phẩm lỗi hỏng loại bỏ khỏi chuyền rất thấp.
Sau mỗi công đoạn kiểm tra với các sản phẩm đạt yêu cầu được đi sang công đoạn tiếp theo không đạt yêu cầu sẽ được loại bỏ khỏi quy trình sản xuất và chuyển sang chỉnh sửa.
Thực tế, hoạt động chỉnh sửa thường được thực hiện tại những công đoạn lắp ráp ban đầu, trường hợp sản phẩm bị lỗi công năng, lực làm việc, lỗi sản phẩm phát hiện tại cuối chuyền sản xuất. Để đảm bảo tính an toàn, sản phẩm sẽ bị loại bỏ hoàn toàn, không khắc phục lại. Tuy nhiên, với công nghệ tự động hóa cao như trên, tỷ lệ sản phẩm lỗi là rất thấp.
Dán nhãn
Theo yêu cầu của đơn hàng, từng mã sản phẩm công ty, ngày sản xuất sẽ sử dụng phương thức đóng dấu, dán tem sản phẩm khác nhau:
Với sản phẩm chốt nhiên liệu, chốt cốp xe sẽ sử dụng công nghệ khắc laser để đóng dấu ngày sản xuất trên sản phẩm. Với công nghệ khắc nhãn bằng laser, các chùm tia laser mang năng lượng được tạo thành trong máy sẽ tạo nhiệt tại bề mặt tiếp xúc làm cho vật liệu nóng lên và chảy ra tạo ra chữ và số tùy vào mẫu in khắc cho sản phẩm. Tại cơ sở, hoạt động in khắc laser được sử dụng trên các sản phẩm có lớp vỏ nhựa.
Với sản phẩm chốt ghế, chốt mui, bản lề mui xe sẽ thực hiện dán tem giấy bằng máy dán tem tự động. Những cuộn tem có sẵn lớp chất kết dính được nạp vào máy in để in mã sản phẩm, ngày sản xuất theo yêu cầu của khách hàng, sau đó được công nhân tách tem và dán thủ công lên sản phẩm.
Với một số mã sản phẩm chốt nhiên liệu sẽ sử dụng dụng cụ đóng dấu tự động có sử dụng mực để đóng dấu lên sản phẩm. Con dấu được nạp mực đóng dấu khi hết.
Kiểm tra cuối chuyền:
Sản phẩm hoàn thiện trước khi đóng gói sẽ được các nhân viên QC kiểm tra lại một một tổng thể về cảm quan. Các sản phẩm lỗi sẽ bị loại bỏ thành phế phẩm. Sản phẩm đạt yêu cầu chuyển sang đóng gói.
Đóng gói:
Hoạt động đóng gói được thực hiện thủ công, sản phẩm được bọc giấy, xếp thùng carton, chuyển lưu kho, chờ xuất cho khách hàng theo kế hoạch sản xuất. Sau đây là một số lưu trình, sơ đồ khối mô tả là các bước thao tác sản xuất sản phẩm của dự án:![]()
1.Lưu trình sản xuất sản phẩm chốt ghế:
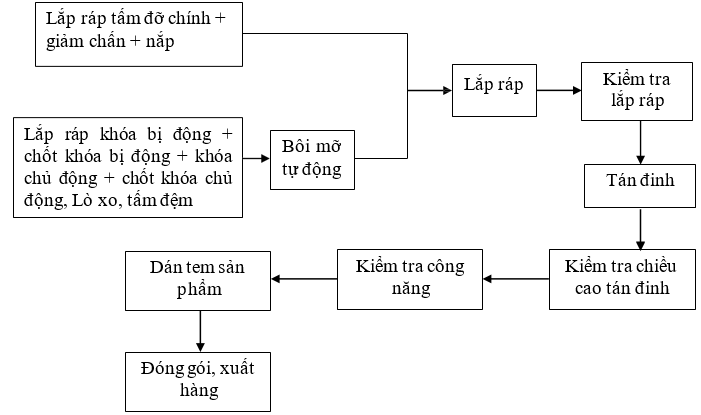
Hình 1.4. Lưu trình sản xuất sản phẩm chốt ghế
Các linh kiện được công nhân đổ vào các khay nạp liệu, thực hiện lắp ráp tự động qua các bước. Linh kiện ráp được lắp ráp trên 02 chuyền thành phần: 01 chuyền lắp ghép nửa trái gồm các chi tiết tấm đỡ chính, giảm chấn, nắp; 01 chuyền lắp ráp nửa phải gồm chốt khóa bị động, khóa chủ động, chốt khóa chủ động, lò xo, tấm đệm. Hoàn thiện lắp ráp chi tiết nửa phải của chốt ghế, sẽ thực hiện việc bôi mỡ tự động lên các khớp nối giữa các chi tiết.
Sau công đoạn bôi mỡ, 02 nửa chi tiết được ghép lại với nhau, tiếp tục được đi sang công đoạn kiểm tra lắp ráp. Hoạt động kiểm tra bằng máy, hình ảnh các khớp nối hiển thị trên màn hình camera, đạt yêu cầu sẽ chuyển sang lắp đinh tán, chốt đinh tán để cố định các chi tiết lắp ráp. Sau công đoạn lắp ráp, sản phẩm đi sang công đoạn kiểm tra công năng, kiểm tra khả năng hoạt động của các chi tiết đã được lắp ráp, dán tem ngày sản xuất, đóng gói và nhập kho, chờ xuất bán.
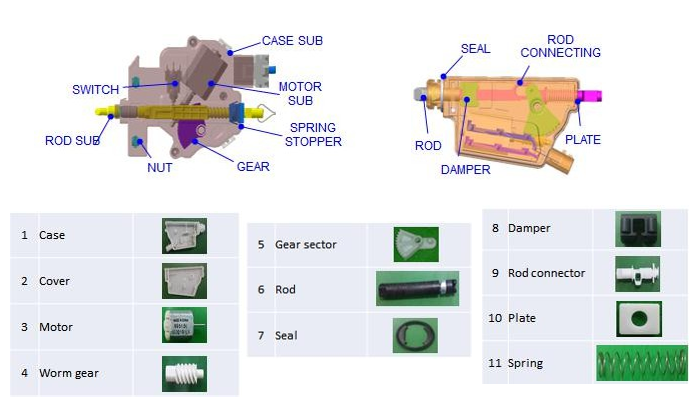
Hình 1.5. Tổng quan về sản phẩm chốt ghế (Seat back Latch)
2.Lưu trình sản xuất chốt cốp xe (Tail Gate Latch)
Hình 1.6. Lưu trình sản xuất sản phẩm chốt cốp xe
Các nguyên liệu cụm chuyển động + chân kết nối điện + Động cơ được đưa vào các phễu nạp liệu được lắp với nhau tại chuyền nhánh (sub line), bán chi tiết đi theo chuyền lắp ráp chính sang công đoạn lắp ráp các chi tiết bánh răng, lò xo bánh răng, chốt bánh răng. Bán thành phẩm theo chuyền tự động sang công đoạn kiểm tra hoạt động của motor, với motor hỏng được loại khỏi dây chuyền tự động, với sản phẩm đạt yêu cầu tiếp tục đi sang công đoạn lắp các chi tấm đỡ hướng dẫn, tấm đỡ sau, ốc vít => tạo thành (1). Các chi tiết khóa bị động, khóa bị động, tấm đỡ chính, chốt được đưa lên chuyền lắp ráp, qua công đoạn bôi mỡ tự động và đi vào công đoạn lắp ráp chính lắp ráp với chi tiết (1). Bán thành phẩm đã lắp ráp được tán đinh screw để cố định chi tiết back plate. Sau công đoạn tán đinh, sản phẩm được chuyển sang công đoạn kiểm tra tán đinh xem chiều cao tán đã đạt tiêu chuẩn hay chưa. Tiếp tục sang công đoạn kiểm tra công chức năng để xem khả năng hoạt động của thành phẩm, khắc ngày sản xuất bằng công nghệ khắc laser. Tiếp theo công nhân kiểm tra ngoại quan, đóng gói và chuyển lưu kho chờ xuất bán.
3.Lưu trình sản xuất chốt nhiên liệu – chốt nắp bình xăng (Fuel Filler Opener)
Hình 1.7. Lưu trình sản xuất sản phẩm chốt nhiên liệu
Các chi tiết động cơ, trục vít, giảm chấn, thanh truyền động, lò xo, tấm đỡ được công nhân đặt thủ công lên khay chứa chi tiết tại đầu chuyền vào các vị trí tương ứng của các chi tiết, linh kiện. Sau đó được lắp ghép tự động vào hộp bao ngoài. Sau công đoạn lắp ráp được chuyển sang bôi mỡ tự động tại các chi tiết khớp nối, kiểm tra lắp ráp tự động với hình ảnh các chi tiết khớp nối được hiển thị trên màn hình kiểm tra. Sau công đoạn kiểm tra lắp ráp, tiếp tục chuyển sang công đoạn ghép nắp hình thành bán thành phẩm. Bán thành phẩm được kiểm tra khả năng hoạt động của motor, lắp gioăng, kiểm rò rỉ khí (để đảm bảo không gây hiện tượng rò rỉ hơi xăng dầu trong quá trình hoạt động khí nén được bơm vào chốt, thiết bị được cài đặt tự động để phát hiện khí thoát trong trường hợp các điểm khớp nối, chốt nhiên liệu chưa kín khít), sản phẩm đảm bảo được đưa sang công đoạn khắc laser, kiểm tra ngoại quan, đóng gói và lưu kho, chờ xuất hàng.
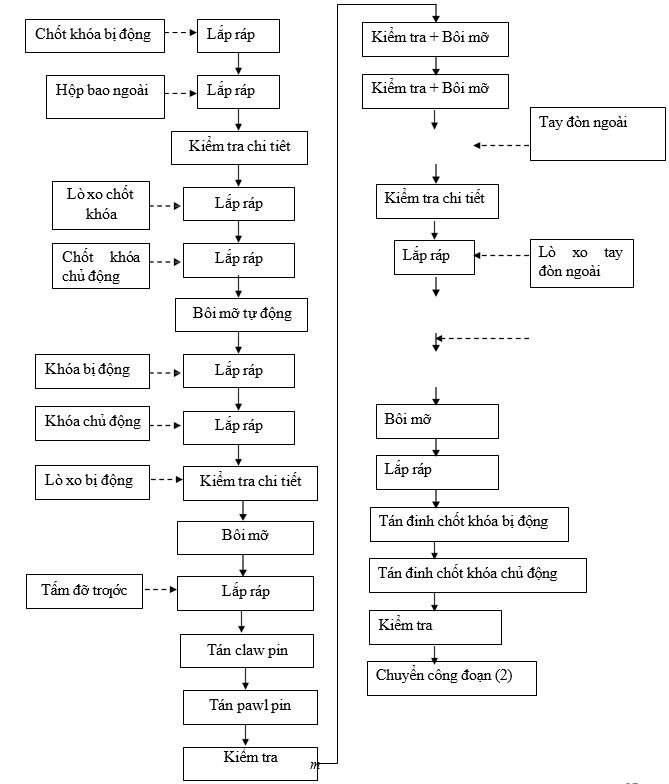
4. Lưu trình sản xuất chốt cửa (Door Lacth)
Các chi tiết được đưa lên phễu nạp liệu, theo chuyền qua các công đoạn bôi mỡ, lắp ráp, tán đinh cố định chi tiết, kiểm tra chi tiết lắp ráp, kiểm tra công năng, quy trình này lặp đi lặp lại liên tục với 21 chi tiết linh kiện cấu thành, sau đó được dán tem ngày
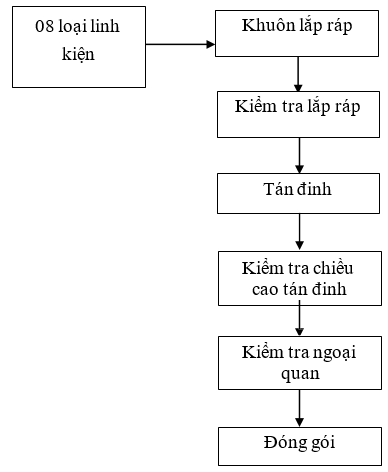
5.Lưu trình sản xuất chốt mui xe
Các linh kiện cấu thành được công nhân đặt thủ công lên khay chứa chi tiết tại đầu chuyền vào các vị trí tương ứng của các chi tiết, linh kiện. Sau đó theo chế độ cài đặt tự động, các khay chứa chi tiết linh kiện chuyển động về các vị trí định vị của các chi tiết cần khớp nối để lắp ráp các linh kiện lại với nhau, tán đinh để cố định chi tiết. Sau công đoạn lắp ráp, tán đinh, thành phẩm được kiểm tra về ngoại quan, đóng gói, lưu kho chờ xuất bán.
6.Bản lề mui xe
Các chi tiết được đưa lên phễu nạp liệu, theo chuyền qua các công đoạn bôi mỡ, lắp ráp, tán đinh cố định chi tiết, kiểm tra chi tiết lắp ráp, kiểm tra công năng, quy trình này lặp đi lặp lại liên tục với 19 chi tiết linh kiện cấu thành, sau đó được dán tem ngày sản xuất, đóng gói và lưu kho chờ xuất bán.
1.3.3.Sản phẩm của dự án đầu tư:
Sản phẩm của dự án được thể hiện tại bảng sau:
Bảng 1.3. Sản phẩm của dự án
|
TT |
Tên sản phẩm |
Sản lượng cho năm sản xuất ổn định |
|
|
Sản phẩm/năm |
Tấn/năm |
||
|
1 |
Chốt mui xe |
1.559.160 |
581,1 |
|
2 |
Bản lề mui xe |
1.526.483 |
1.630,7 |
|
3 |
Chốt nhiên liệu |
2.052.428 |
315,6 |
|
4 |
Chốt cửa |
6.058.832 |
3.903,3 |
|
5 |
Chốt ghế |
5.924.180 |
1.957,1 |
|
6 |
Chốt cốp xe |
990.000 |
333,2 |
|
7 |
Linh kiện của chốt điều khiển cửa sổ ô tô |
2.610.000 |
882 |
|
8 |
Linh kiện của các loại chốt ô tô |
2.302.343 |
196 |
|
|
Tổng |
23.023.426 |
9.799 |
Tiêu chuẩn sản phẩm :
Sản phẩm của Dự án đáp ứng các tiêu chuẩn nội bộ công ty xây dựng :
- Tiêu chuẩn ngoại quan
- Tiêu chuẩn kiểm tra hàng Press
- Tiêu chuẩn kiểm tra hàng đầu vào
- Tiêu chuẩn hiệu chuẩn thiết bị đo lường.
1.4.Nguyên liệu, nhiên liệu, vật liệu, phế liệu, điện năng, hóa chất sử dụng, nguồn cung cấp điện, nước của dự án đầu tư
1.4.1.Nguyên liệu:
Nguyên liệu để phục vụ cho hoạt động sản xuất của nhà máy gồm các loại linh kiện được nhập khẩu từ ...., từ một số nhà cung cấp linh kiện khác từ Hàn Quốc, Trung Quốc, Việt Nam, thép từ các đơn vị cung cấp thép tấm trong nước. Nguyên liệu phục vụ cho hoạt động sản xuất các sản phẩm của nhà máy được tổng hợp như sau:
a. Nguyên liệu sản xuất linh kiện của chốt điều khiển cửa sổ ô tô và các chi tiết cho xưởng lắp ráp.
Nguyên liệu sản xuất linh kiện của chốt điều khiển cửa sổ ô tô và một số chi tiết cho xưởng lắp ráp là thép cuộn. Thép được đưa lên máy đột dập để dập tạo các chi tiết được thiết kế theo khuôn dập có sẵn để tạo chi tiết linh kiện chốt điều khiển cửa sổ ô tô để xuất bán và các chi tiết thép cho xưởng lắp ráp của nhà máy.
Nhu cầu thép nhập về cho sản xuất: 11.368,7 tấn/năm. Nguồn gốc: POSCO Steel
Đặc tính: thép dạng cuộn, kích thước dầy 1,6-2,6mm, bản rộng: 70-80mm, trọng lượng 500-1.000 kg tùy cuộn.
b. Nguyên liệu của xưởng lắp ráp
Bảng 1.4.Bảng tổng hợp nhu cầu nguyên liệu
|
STT |
Tên nguyên liệu/linh kiện |
Số lượng (chiếc) |
Khối lượng/ đơn vị sản phẩm (g) |
Khối lượng (tấn) |
Nguồn gốc |
|
1 |
Sản phẩm chốt mui xe |
|
|
593,5 |
|
|
1.1 |
Arm (Tay đòn) |
1.733.900 |
142 |
246,21 |
Nhập khẩu |
|
1.2 |
ball joint (chốt cầu) |
1.733.900 |
2,3 |
3,99 |
Nhập khẩu |
|
1.3 |
BRKT (Tấm đỡ sau) |
1.733.900 |
115 |
199,4 |
Nhập khẩu |
|
1.4 |
link-long (Liên kết dài) |
1.733.900 |
42 |
72,82 |
Nhập khẩu |
|
1.5 |
link-short (Liên kết ngắn) |
1.733.900 |
38 |
65,89 |
Nhập khẩu |
|
1.6 |
Pin (Chốt ) |
1.733.900 |
1 |
1,73 |
Nhập khẩu |
|
1.7 |
Bush (Đệm nhựa) |
1.733.900 |
1 |
1,73 |
Nhập khẩu |
|
1.8 |
Adjust bolt (bulong) |
1.733.900 |
1 |
1,73 |
Nhập khẩu |
|
2 |
Bản lề mui xe |
|
|
1.663,69 |
|
|
2.1 |
Base (Tấm đỡ chính) |
1.697.592 |
263 |
446,47 |
Sản xuất từ xưởng đột dập |
|
2.2 |
pin - base (Chốt tấm đỡ chính) |
1.697.592 |
2 |
3,4 |
Nhập khẩu |
|
2.3 |
Pawl ( khóa chủ động) |
1.697.592 |
5 |
8,49 |
Sản xuất từ xưởng đột dập |
|
2.4 |
Catch( khóa bị động) |
1.697.592 |
57 |
96,76 |
Sản xuất từ xưởng đột dập |
|
2.5 |
Plate (tấm đỡ) |
1.697.592 |
60 |
101,86 |
Sản xuất từ xưởng đột dập |
|
2.6 |
spring-pawl (Lò xo khóa chủ động) |
1.697.592 |
2 |
3,4 |
Nhập khẩu |
|
2.7 |
tube-pawl spring (đệm móc pawl) |
1.697.592 |
2 |
3,4 |
Nhập khẩu |
|
2.8 |
hook-safety (móc an toàn) |
1.697.592 |
5 |
8,49 |
Nhập khẩu |
|
2.9 |
spring - safety hook (lò xo móc an toàn) |
1.697.592 |
1 |
1,7 |
Nhập khẩu |
|
2.10 |
spring-claw (Lò xo khóa bị động) |
1.697.592 |
3 |
5,09 |
Nhập khẩu |
|
2.11 |
knob-safety hook (lò xo móc an toàn |
1.697.592 |
55 |
93,37 |
Nhập khẩu |
|
2.12 |
rivet-blind (đinh tán mù) |
1.697.592 |
1 |
1,7 |
Nhập khẩu |
|
2.13 |
pin - safety hook (Chốt an toàn) |
1.697.592 |
2 |
3,4 |
Nhập khẩu |
|
2.14 |
micro switch assy (đệm vi chuyển đổi) |
1.697.592 |
1 |
1,7 |
Nhập khẩu |
|
2.15 |
Washer (Tấm đệm) |
1.697.592 |
1 |
1,7 |
Nhập khẩu |
|
2.16 |
bush- safety hook (Đệm an toàn) |
1.697.592 |
5 |
8,49 |
Nhập khẩu |
|
2.17 |
Cover (Nắp) |
1.697.592 |
512 |
869,17 |
Sản xuất từ xưởng đột dập |
|
2.18 |
Clip (đinh vít) |
1.697.592 |
1 |
1,7 |
Nhập khẩu |
|
2.19 |
tube-spring latch (chốt lò xo) |
1.697.592 |
2 |
3,4 |
Nhập khẩu |
|
3 |
Chốt nhiên liệu |
|
|
321,76 |
|
|
3.1 |
case sub (Hộp bao ngoài) |
2.281.976 |
25 |
57,05 |
Nhập khẩu |
|
3.2 |
Cover (nắp ) |
2.281.976 |
17 |
38,79 |
Nhập khẩu |
|
3.3 |
Motor (động cơ chính) |
2.281.976 |
20 |
45,64 |
Nhập khẩu |
|
3.4 |
worn gear (trục vít) |
2.281.976 |
4 |
9,13 |
Nhập khẩu |
|
3.5 |
Gear (bánh răng) |
2.281.976 |
8 |
18,26 |
Nhập khẩu |
|
3.6 |
Rod (Thanh truyền động) |
2.281.976 |
35 |
79,87 |
Nhập khẩu |
|
3.7 |
Seal (Gioăng) |
2.281.976 |
1 |
2,28 |
Nhập khẩu |
|
3.8 |
Damper (Giảm chấn) |
2.281.976 |
11 |
25,1 |
Nhập khẩu |
|
3.9 |
rod connector (kết nối thành truyền động) |
2.281.976 |
16 |
36,51 |
Nhập khẩu |
|
3.10 |
Plate (Tấm đỡ) |
2.281.976 |
3 |
6,85 |
Nhập khẩu |
|
3.11 |
Spring (lò xo) |
2.281.976 |
1 |
2,28 |
Nhập khẩu |
|
4 |
Chốt cửa |
|
|
3.979,54 |
|
|
4.1 |
base-plate OEC (tấm đỡ chính OEC) |
6.733.536 |
160,4 |
1.080,06 |
Sản xuất từ xưởng đột dập |
|
4.2 |
housing sub (hộp bao ngoài) |
6.733.536 |
79,5 |
535,32 |
Nhập khẩu |
|
4.3 |
spring - I/S, Lever O/R (lò xo bên trong) |
6.733.536 |
1,2 |
8,08 |
Nhập khẩu |
|
4.4 |
pawl sub (Khóa chủ động) |
6.733.536 |
7,1 |
47,81 |
Sản xuất từ xưởng đột dập |
|
4.5 |
Claw sub (Khóa bị động) |
6.733.536 |
8,1 |
54,54 |
Sản xuất từ xưởng đột dập |
|
4.6 |
lever - Pawl lift (Tay đòn trong) |
6.733.536 |
17,6 |
118,51 |
Sản xuất từ xưởng đột dập |
|
4.7 |
Lever - O/S Rel ( Tay đòn ngoài) |
6.733.536 |
18,8 |
126,59 |
Sản xuất từ xưởng đột dập |
|
4.8 |
palte – back (Tấm đỡ sau) |
6.733.536 |
27 |
181,81 |
Sản xuất từ xưởng đột dập |
|
4.9 |
pin-claw (Chốt khóa bị động) |
6.733.536 |
11,8 |
79,46 |
Nhập khẩu |
|
4.10 |
pin - pawl (Chốt khóa chủ động) |
6.733.536 |
11,5 |
77,44 |
Nhập khẩu |
|
4.11 |
spring - claw (lò xo bị động ) |
6.733.536 |
1 |
6,73 |
Nhập khẩu |
|
4.12 |
spring-pawl (Lò xo bị động) |
6.733.536 |
1 |
6,73 |
Nhập khẩu |
|
4.13 |
spring O/S (Lò xo ngoài) |
6.733.536 |
1,7 |
11,45 |
Nhập khẩu |
|
4.14 |
act sub (Cụm chuyển động) |
6.733.536 |
79 |
531,95 |
Nhập khẩu |
|
4.15 |
cable - I/S (Dây cáp bên trong) |
6.733.536 |
38,7 |
260,59 |
Nhập khẩu |
|
4.16 |
cable- S/K (Dây cáp an toàn) |
6.733.536 |
38,8 |
261,26 |
Nhập khẩu |
|
4.17 |
Adapter (Nhựa bao ngoài |
6.733.536 |
46,8 |
315,13 |
Nhập khẩu |
|
4.18 |
cover-cable (nắp che cáp) |
6.733.536 |
10,5 |
70,7 |
Nhập khẩu |
|
4.19 |
Rod – outside (tay truyền động bền ngoài) |
6.733.536 |
28,2 |
189,89 |
Nhập khẩu |
|
4.20 |
Clip-rod (Giữ tay truyền động với tay đòn ngoài) |
6.733.536 |
0,5 |
3,37 |
Nhập khẩu |
|
4.21 |
screw-act (Vít ) |
6.733.536 |
1,8 |
12,12 |
Nhập khẩu |
|
5 |
Chốt ghế |
|
|
1.988,36 |
|
|
5.1 |
Catch (Khóa bị động) |
6.583.922 |
71 |
467,46 |
Sản xuất từ xưởng đột dập |
|
5.2 |
Damper (Giảm chấn) |
6.583.922 |
34 |
223,85 |
Nhập khẩu |
|
5.3 |
Pin – pawl (Chốt khóa chủ động) |
6.583.922 |
20 |
131,68 |
Nhập khẩu |
|
5.4 |
Bush (Tấm đệm ) |
6.583.922 |
5 |
32,92 |
Nhập khẩu |
|
5.5 |
Spring (Lò xo) |
6.583.922 |
4 |
26,34 |
Nhập khẩu |
|
5.6 |
Pin Catch (Chốt khóa bị động) |
6.583.922 |
20 |
131,68 |
Nhập khẩu |
|
5.7 |
Pawl (Khóa chủ động) |
6.583.922 |
45 |
296,28 |
Nhập khẩu |
|
5.8 |
Cover (nắp) |
6.583.922 |
53 |
348,95 |
Sản xuất từ xưởng đột dập |
|
5.9 |
base (Tấm đỡ chính) |
6.583.922 |
50 |
329,2 |
Sản xuất từ xưởng đột dập |
|
6 |
Chốt cốp xe |
|
|
339,25 |
|
|
6.1 |
claw sub (Khóa bị động) |
1.101.500 |
75 |
82,61 |
Sản xuất từ xưởng đột dập |
|
6.2 |
pawl sub (Khóa chủ động) |
1.101.500 |
52 |
57,28 |
Nhập khẩu |
|
6.3 |
base guide (Tấm đỡ dẫn hướng) |
1.101.500 |
30 |
33,05 |
Nhập khẩu |
|
6.4 |
guide - termilnal sub ( Chân kết nối điện) |
1.101.500 |
6 |
6,61 |
Nhập khẩu |
|
6.5 |
motor sub (Động cơ) |
1.101.500 |
22 |
24,23 |
Nhập khẩu |
|
6.6 |
pin - gear B (Chốt bánh răng) |
1.101.500 |
2 |
2,2 |
Nhập khẩu |
|
6.7 |
gear B (bánh răng) |
1.101.500 |
4 |
4,41 |
Nhập khẩu |
|
6.8 |
spring-gear B (lò xo bánh răng) |
1.101.500 |
1 |
1,1 |
Nhập khẩu |
|
6.9 |
back cover (Nắp sau) |
1.101.500 |
7 |
7,71 |
Nhập khẩu |
|
6.10 |
pin- claw, pin pawl (Chốt khóa bị động, chủ động) |
1.101.500 |
2 |
2,2 |
Nhập khẩu |
|
6.11 |
spring paw (Lò xo khóa chuyển động) |
1.101.500 |
1 |
1,1 |
Nhập khẩu |
|
6.12 |
spring claw (Lò xo khóa bị động) |
1.101.500 |
1 |
1,1 |
Nhập khẩu |
|
6.13 |
screw (ốc vít) |
1.101.500 |
1 |
1,1 |
Nhập khẩu |
|
6.14 |
base plate (Tấm đỡ chính) |
1.101.500 |
42 |
46,26 |
Sản xuất từ xưởng đột dập |
|
6.15 |
back plate (Tấm đỡ sau) |
1.101.500 |
35 |
38,55 |
Sản xuất từ xưởng đột dập |
|
6.16 |
Acrt (Cụm chuyển động) |
1.101.500 |
15 |
16,52 |
Nhập khẩu |
|
6.17 |
Pad (Gioăng viền) |
1.101.500 |
12 |
13,22 |
Nhập khẩu |
|
|
Tổng 1 + 2 + 3 + 4 + 5 + 6 |
|
|
8.886,1 |
|
>>> XEM THÊM: Báo cáo đánh giá tác động môi trường dự án nhà máy sản xuất thực phẩm
CÔNG TY CỔ PHẦN TƯ VẤN ĐẦU TƯ & THIẾT KẾ XÂY DỰNG MINH PHƯƠNG
Địa chỉ: 28B Mai Thị Lựu - Khu phố 7, Phường Tân Định, TP.HCM
Hotline: (028 22 142 126 - 0903 649 782
Email: minhphuong.corp@yahoo.com.vn hoặc thanhnv93@yahoo.com.vn
Website: www.minhphuongcorp.com: www.khoanngam.com; www.lapduan.com;



Tin liên quan
- › Báo cáo đánh giá tác động môi trường dự án đầu tư khai thác mỏ đá granit
- › Báo cáo đề xuất cấp GPMT dự án nhà máy sản xuất van và phụ kiện ống nước
- › Báo cáo đề xuất cấp giấy phép môi trường nhà máy sản xuất gạch Hoffman
- › Báo cáo đề xuất cấp GPMT nhà máy sản xuất và gia công giày dép
- › Báo cáo đề xuất cấp giấy phép môi trường công ty may gia công quần áo xuất khẩu
- › Báo cáo đề xuất cấp giấy phép môi trường nhà máy chế biến lâm sản xuất khẩu
- › Báo cáo đề xuất cấp GPMT dự án sản xuất gỗ tấm và gỗ lát sàn
- › Báo cáo đề xuất cấp giấy phép môi trường cơ sở công ty cổ phần rau quả.
- › Báo cáo đề xuất cấp giấy phép môi trường cơ sở bệnh viện Mắt
- › Báo cáo đề xuất cấp GPMT dự án chế tạo sản xuất động cơ mô tơ
Bình luận (0)
HOTLINE
![]()
HOTLINE: 0914526205
Mail: nguyenthanhmp156@gmail.com




HOTLINE
![]()
HOTLINE: 0914526205
Mail: nguyenthanhmp156@gmail.com








Gửi bình luận của bạn