Hồ sơ đề xuất cấp giấy phép môi trường nhà máy sản xuất bo mạch điện tử
Hồ sơ đề xuất cấp giấy phép môi trường (GPMT) nhà máy sản xuất bo mạch điện tử, công suất 980.000 sản phẩm/năm tương đương 153,86 tấn sản phẩm/năm.
Ngày đăng: 22-09-2025
264 lượt xem
MỤC LỤC......................................................................... i
DANH MỤC CÁC TỪ VÀ CÁC KÝ HIỆU VIẾT TẮT........... iii
DANH MỤC CÁC BẢNG........................................................ iv
CHƯƠNG I: THÔNG TIN CHUNG VỀ DỰ ÁN ĐẦU TƯ....... 1
1.1. Tên chủ dự án đầu tư.................................................... 1
1.2. Tên dự án đầu tư............................................................ 1
1.3. Công suất, công nghệ, sản phẩm của dự án đầu tư............... 4
1.4. Nguyên liệu, nhiên liệu, vật liệu, phế liệu, điện năng, hóa chất sử dụng, nguồn cung cấp điện, nước của dự án đầu tư...... 14
1.5. Các thông tin khác liên quan đến dự án đầu tư................... 19
CHƯƠNG II: SỰ PHÙ HỢP CỦA DỰ ÁN ĐẦU TƯ VỚI QUY HOẠCH, KHẢ NĂNG CHỊU TẢI CỦA MÔI TRƯỜNG...... 28
2.1. Sự phù hợp của dự án đầu tư với quy hoạch bảo vệ môi trường quốc gia, quy hoạch tỉnh, phân vùng môi trường.... 28
2.2. Sự phù hợp của dự án đầu tư đối với khả năng chịu tải của môi trường. 30
CHƯƠNG III: ĐÁNH GIÁ HIỆN TRẠNG MÔI TRƯỜNG NƠI THỰC HIỆN DỰ ÁN ĐẦU TƯ........ 33
4.1. Đánh giá tác động và đề xuất các biện pháp, công trình bảo vệ môi trường trong giai đoạn lắp đặt máy móc thiết bị....... 35
4.1.1. Đánh giá, dự báo các tác động..................................................... 35
4.1.2. Các biện pháp, công trình bảo vệ môi trường đề xuất thực hiện..... 45
4.2. Đánh giá tác động và đề xuất các biện pháp, công trình bảo vệ môi trường trong giai đoạn dự án đi vào vận hành............... 51
4.2.1. Đánh giá, dự báo các tác động..................................................... 51
4.2.2. Các công trình, biện pháp bảo vệ môi trường đề xuất thực hiện....114
4.4. Nhận xét về mức độ chi tiết, độ tin cậy của các kết quả đánh giá, dự báo.116
CHƯƠNG V: PHƯƠNG ÁN CẢI TẠO, PHỤC HỒI MÔI TRƯỜNG, PHƯƠNG ÁN BỒI HOÀN ĐA DẠNG SINH HỌC...... 120
CHƯƠNG VI: NỘI DUNG ĐỀ NGHỊ CẤP, CẤP LẠI GIẤY PHÉP MÔI TRƯỜNG....... 121
6.1. Nội dung đề nghị cấp phép đối với nước thải.................... 121
6.1.1. Nguồn phát sinh nước thải.................................................... 121
6.1.2. Dòng nước thải đấu nối vào nguồn tiếp nhận, nguồn tiếp nhận nước thải, vị trí đấu nối nước thải với KCN... 121
6.2. Nội dung đề nghị cấp phép đối với khí thải........................ 122
6.3. Nội dung đề nghị cấp phép đối với tiếng ồn, độ rung............. 123
6.4. Nội dung đề nghị quản lý chất thải....................................... 124
CHƯƠNG VII: KẾ HOẠCH VẬN HÀNH THỬ NGHIỆM CÔNG TRÌNH XỬ LÝ CHẤT THẢI VÀ CHƯƠNG TRÌNH QUAN TRẮC MÔI TRƯỜNG CỦA DỰ ÁN...126
7.1. Kế hoạch vận hành thử nghiệm công trình xử lý chất thải của dự án... 126
7.2. Chương trình quan trắc chất thải (tự động, liên tục và định kỳ) theo quy định của pháp luật......... 127
7.3. Kinh phí thực hiện quan trắc môi trường hằng năm.......... 128
CHƯƠNG VIII: CAM KẾT CỦA CHỦ DỰ ÁN ĐẦU TƯ.............. 129
CHƯƠNG I: THÔNG TIN CHUNG VỀ DỰ ÁN ĐẦU TƯ
1.1.Tên chủ dự án đầu tư:
- Tên chủ dự án: Công ty TNHH ..... (Việt Nam)
- Địa chỉ: Khu công nghiệp Dầu Giây, thị trấn Dầu Giây, huyện Thống Nhất, tỉnh Đồng Nai
- Người đại diện theo pháp luật:.........
- Chức vụ: Tổng Giám đốc
- Mã số thuế:......
- Giấy chứng nhận đăng ký doanh nghiệp số: ...... đăng ký lần đầu ngày 12/08/2024 do phòng Đăng ký kinh doanh Sở Kế hoạch và Đầu tư tỉnh Đồng Nai cấp.
- Giấy chứng nhận đăng ký đầu tư. Mã số dự án: ........ chứng nhận lần đầu ngày 09/8/2024 do Ban Quản lý các Khu công nghiệp Đồng Nai cấp.
1.2.Tên dự án đầu tư
“Nhà máy sản xuất bo mạch điện tử, công suất 980.000 sản phẩm/năm tương đương 153,86 tấn sản phẩm/năm”
- Địa điểm thực hiện dự án đầu tư: ...Khu công nghiệp Dầu Giây, thị trấn Dầu Giây, huyện Thống Nhất, tỉnh Đồng Nai
- Quy mô của dự án đầu tư (phân loại theo tiêu chí quy định của pháp luật về đầu tư công): vốn đầu tư dự án 50.908.000.000 tỷ, dự án nhóm C.
Vị trí dự án trong khu nhà xưởng cho thuê của Công ty Cổ phần Vina Partners Investment.

Hình 1.1:Vị trí dự án trong khu nhà xưởng F2, F3 cho thuê của Công ty Cổ phần Vina Partners Investment
1.3.Công suất, công nghệ, sản phẩm của dự án đầu tư
1.3.1.Công suất của dự án đầu tư
Nhà máy sản xuất bo mạch điện tử, công suất 980.000 sản phẩm/năm tương đương 153,86 tấn sản phẩm/năm.
1.3.2.Công nghệ sản xuất của dự án đầu tư, đánh giá việc lựa chọn công nghệ sản xuất của dự án đầu tư
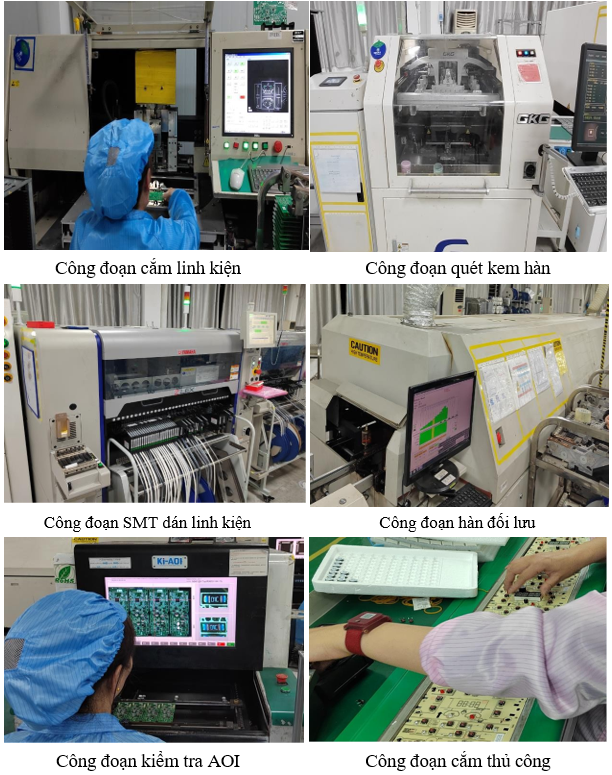
Quy trình sản xuất bảng điện:
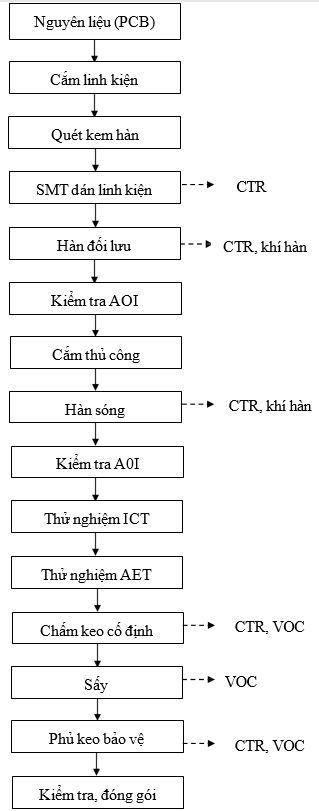
Hình 1.2: Quy trình sản xuất bảng điện
* Thuyết minh quy trình:
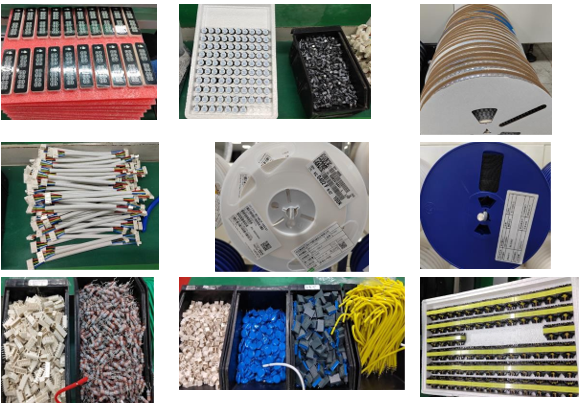
Nguyên liệu nhập về sản xuất chủ yếu là bo mạch in trống (được gọi tắt là PCB-printed circuit board) và các loại linh kiện như: Điện trở, tụ điện, điốt, chip, linh kiện bán dẫn, ổ cắm, máy biến áp, còi, rơle, dây dẫn, cầu chì…sẽ được kiểm tra chất lượng và lưu vào kho chứa nguyên liệu. Kho chứa nguyên liệu được bảo quản theo một quy trình rất nghiêm ngặt trong các bao bì tốt để không làm hư honrh hay thay đổi tính chính xác của các linh kiện.
Nguyên liệu bo mạch in PCB trống sẽ được xếp vào các bộ nạp điện tử và đưa vào quy trình sản xuất tự động bằng máy cấp phôi PCB đầu vào. Quá trình sản xuất được thực hiện tự động hóa hoàn toàn.
Cắm linh kiện: PCB vào máy cắm linh kiện đã được cài đặt sẵn và linh kiện được nạp vào bộ nạp và sẽ tự động lắp vào vị trí tương ứng đã được lập trình sẵn. Mỗi model sẽ có số điểm gắn khác nhau.
Quét kem hàn: PCB được đặt vào máy quét kem hàn để phủ kem hàn lên bề mặt, chuẩn bị cho công đoạn dán các linh kiện. Máy quét kem hàn PCB sử dụng vi mạch xử lý nhằm điều khiển tốc độ quét. Kem hàn được sử dụng trong quá trình sản xuất là thiếc hàn dạng kem không chì có tính dính (thành phần kem hàn: 96,5%Sn/3%Ag/0,5%Cu), kem hàn được mua về, Công ty không tiến hành pha trộn hỗn hợp kem hàn tại Nhà máy. Quá trình đưa kem hàn vào máy được thực hiện hằng ngày, vào thời điểm máy ngừng hoạt động, ở nhiệt độ bình thường, ở nhiệt độ này kem hàn không bay hơi (nhiệt độ bay hơi – nhiệt độ sôi của Sn: 2.602°C, nhiệt độ bay hơi – nhiệt độ sôi của Ag: 2.435°C, nhiệt độ bay hơi — nhiệt độ sôi của Cu: 2.835°C).
SMT dán linh kiện: SMT là công đoạn dán linh kiện lên bề mặt PCB hoàn toàn tự động, công đoạn này áp dụng đối với các linh kiện không chân. Máy quét kem hàn sẽ tự động quét kem hàn vào vị trí cần gắn linh kiện thông qua khuôn phủ phù hợp với các vị trí gắn linh kiện đặt trên bản mạch để kem hàn phủ đúng vị trí. Sau mỗi ca làm việc, các khuôn phủ này sẽ được vệ sinh bằng giẻ lau có thấm cồn. Giẻ lau khi loại bỏ được xử lý theo quy định.
Hàn Đối lưu: Các linh kiện sau khi được lắp vào bề mặt PCB sẽ được chuyển tới khu vực máy hàn đối lưu (máy hàn sử dụng điện) để bắt đầu quá trình hàn và sấy làm khô kem chì để kết dính linh kiện với PCB. Hàn đối lưu thích hợp đối với các linh kiện dán. Quá trình hàn và sấy (sấy khí nóng đối lưu) được thực hiện trong máy kín hoàn toàn.
Kiểm tra AOI: Là kiểm tra quang học tự động, máy tự động quét PCB qua camera, thu thập hình ảnh và so sánh các mối hàn đã hàn với các thông số đủ tiêu chuẩn trong cơ sở dữ liệu, sau khi xử lý hình ảnh, kiểm tra ra các lỗi trên PCB, các lỗi được hiển thị hoặc đánh dấu thông qua màn hình hiển thị hoặc các ký hiệu tự động.
Cắm thủ công: Một số linh kiện có kích thước lớn phải lắp đặt thủ công sẽ được công nhân lắp trên mặt của PCB sau đó sẽ được chuyển sang công đoạn hàn sóng.
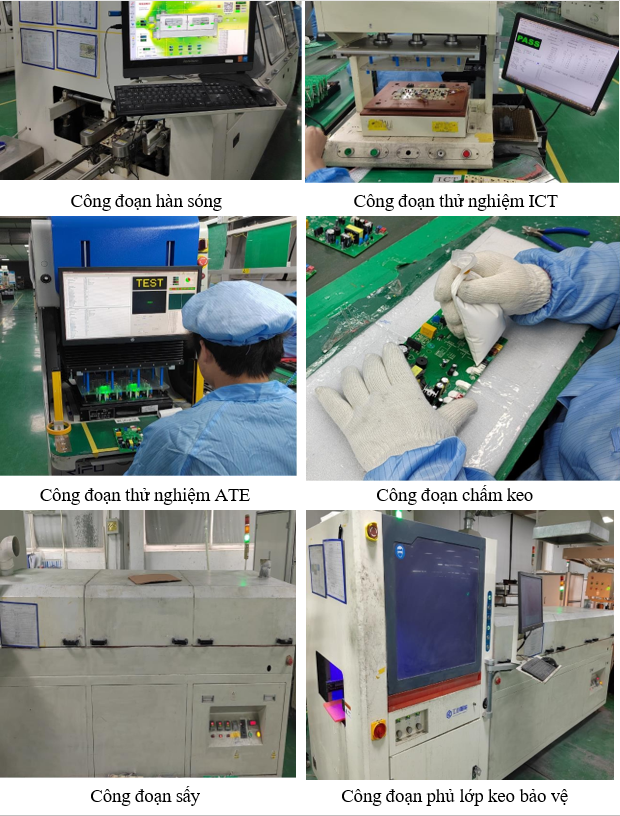
Hàn sóng: PCB sẽ được băng tải đưa qua bể hàn nóng. Bể hàn được duy trì ở nhiệt độ cần thiết cho quá trình hàn. Trong bể, một làn sóng hàn được tạo ra và các bo mạch in được truyền qua sao cho chỉ mặt dưới của bo tiếp xúc với sóng hàn. Phải cẩn thận trong việc điều chỉnh độ cao của sóng để nó không chảy qua mặt trên của bo mạch khiến cho thiếc hàn đi vào những nơi không cần thiết. Hàn sóng thích hợp sử dụng với các PCB được sản xuất với linh kiện có chân và một số PCB gắn trên bề mặt sử dụng các linh kiện lớn. Sau công đoạn hàn sẽ chuyển qua công đoạn kiểm tra quang học.
Kiểm tra AOI: Là kiểm tra quang học tự động, máy tự động quét PCB qua camera, thu thập hình ảnh và so sánh các mối hàn đã hàn với các thông số đủ tiêu chuẩn trong cơ sở dữ liệu, sau khi xử lý hình ảnh, kiểm tra ra các lỗi trên PCB, các lỗi được hiển thị hoặc đánh dấu thông qua màn hình hiển thị hoặc các ký hiệu tự động.
Thử nghiệm ICT: ICT chủ yếu phát hiện các sự cố như mạch hở, ngắn mạch, tình trạng hàn linh kiện bằng cách tiếp xúc đầu dò thử nghiệm với các điểm thử nghiệm trên PCB, có thể được chia thành thử nghiệm mạch hở, thử nghiệm ngắn mạch, thử nghiệm chức năng linh kiện, lắp thiếu và lắp sai linh kiện, thông số sai lệch giá trị, mối hàn, hàn nối v.v..., đồng thời báo cáo chính xác cho người dùng biết linh kiện nào bị lỗi hoặc vị trí hở mạch hoặc đoản mạch.
Thử nghiệm AET: Thử nghiệm ATE là một thử nghiệm tự động, kiểm tra đối tượng được thử nghiệm thông qua các công cụ thử nghiệm do máy tính điều khiển. Chủ yếu được sử dụng để kiểm tra tính toàn vẹn chức năng của mạch tích hợp. Đây là quy trình cuối cùng trong sản xuất mạch tích hợp, kết nối các thiết bị thử nghiệm với sản phẩm cần thử nghiệm, điều khiển thiết bị để phát hiện và phân tích tín hiệu đầu vào và đầu ra, xác định xem tính năng của sản phẩm được thử nghiệm có đáp ứng yêu cầu hay không, đồng thời trích xuất báo cáo dữ liệu.
Chấm keo cố định: Sẽ tiến hành chấm keo Silicone vào vị trí đã được yêu cầu, để gắn chặt các linh kiện không bị lỏng.
Sấy keo: PCB sẽ được đưa vào máy sấy để sấy khô keo đã chấm keo trước đó.
Phủ keo bảo vệ: Thực hiện tự động bằng máy phủ keo phân tán keo thành sương và phun lên bề mặt PCB giúp bảo vệ toàn bộ bo mạch (PCB sau khi được lắp ráp hoàn chỉnh sẽ được đưa vào máy phủ để tự động phủ lớp keo bảo vệ)
Kiểm tra, đóng gói: PCB hoàn thiện sẽ được kiểm tra, đóng gói, nhập kho
Quy trình sản xuất bảng hiển thị:
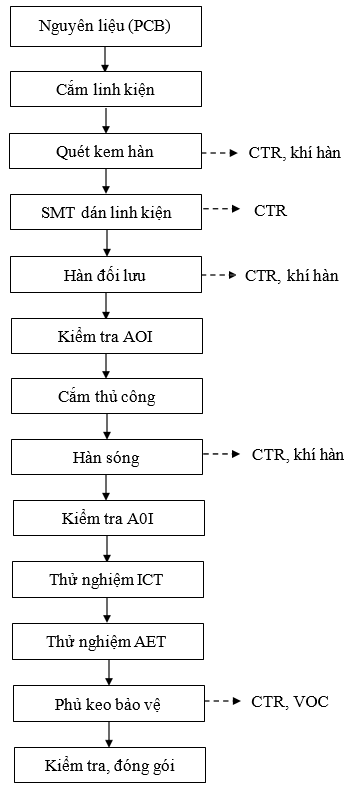
Hình 1.3: Quy trình sản xuất bảng hiển thị
* Thuyết minh quy trình:
Nguyên liệu nhập về sản xuất chủ yếu là bo mạch in trống (được gọi tắt là PCB-printed circuit board) và các loại linh kiện như: Điện trở, tụ điện, điốt, chip, linh kiện bán dẫn, ổ cắm, đèn LED, màn hình, nút bấm, dây điện sẽ được kiểm tra chất lượng và lưu vào kho chứa nguyên liệu. Kho chứa nguyên liệu được bảo quản theo một quy trình rất nghiêm ngặt trong các bao bì tốt để không làm hư honrh hay thay đổi tính chính xác của các linh kiện.
Nguyên liệu bo mạch in PCB trống sẽ được xếp vào các bộ nạp điện tử và đưa vào quy trình sản xuất tự động bằng máy cấp phôi PCB đầu vào. Quá trình sản xuất được thực hiện tự động hóa hoàn toàn.
Cắm linh kiện: PCB vào máy cắm linh kiện đã được cài đặt sẵn và linh kiện được nạp vào bộ nạp và sẽ tự động lắp vào vị trí tương ứng đã được lập trình sẵn. Mỗi model sẽ có số điểm gắn khác nhau.
Quét kem hàn: PCB được đặt vào máy quét kem hàn để phủ kem hàn lên bề mặt, chuẩn bị cho công đoạn dán các linh kiện. Máy quét kem hàn PCB sử dụng vi mạch xử lý nhằm điều khiển tốc độ quét. Kem hàn được sử dụng trong quá trình sản xuất là thiếc hàn dạng kem không chì có tính dính (thành phần kem hàn: 96,5%Sn/3%Ag/0,5%Cu), kem hàn được mua về, Công ty không tiến hành pha trộn hỗn hợp kem hàn tại Nhà máy. Quá trình đưa kem hàn vào máy được thực hiện hằng ngày, vào thời điểm máy ngừng hoạt động, ở nhiệt độ bình thường, ở nhiệt độ này kem hàn không bay hơi (nhiệt độ bay hơi – nhiệt độ sôi của Sn: 2.602°C, nhiệt độ bay hơi – nhiệt độ sôi của Ag: 2.435°C, nhiệt độ bay hơi — nhiệt độ sôi của Cu: 2.835°C).
SMT dán linh kiện: SMT là công đoạn dán linh kiện lên bề mặt PCB hoàn toàn tự động, công đoạn này áp dụng đối với các linh kiện không chân. Máy quét kem hàn sẽ tự động quét kem hàn vào vị trí cần gắn linh kiện thông qua khuôn phủ phù hợp với các vị trí gắn linh kiện đặt trên bản mạch để kem hàn phủ đúng vị trí. Sau mỗi ca làm việc, các khuôn phủ này sẽ được vệ sinh bằng giẻ lau có thấm cồn. Giẻ lau khi loại bỏ được xử lý theo quy định.
Hàn Đối lưu: Các linh kiện sau khi được lắp vào bề mặt PCB sẽ được chuyển tới khu vực máy hàn đối lưu (máy hàn sử dụng điện) để bắt đầu quá trình hàn và sấy làm khô kem chì để kết dính linh kiện với PCB. Hàn đối lưu thích hợp đối với các linh kiện dán. Quá trình hàn và sấy (sấy khí nóng đối lưu) được thực hiện trong máy kín hoàn toàn.
Kiểm tra AOI: Là kiểm tra quang học tự động, máy tự động quét PCB qua camera, thu thập hình ảnh và so sánh các mối hàn đã hàn với các thông số đủ tiêu chuẩn trong cơ sở dữ liệu, sau khi xử lý hình ảnh, kiểm tra ra các lỗi trên PCB, các lỗi được hiển thị hoặc đánh dấu thông qua màn hình hiển thị hoặc các ký hiệu tự động.
Cắm thủ công: Một số linh kiện có kích thước lớn phải lắp đặt thủ công sẽ được công nhân lắp trên mặt của PCB sau đó sẽ được chuyển sang công đoạn hàn sóng.
Hàn sóng: PCB sẽ được băng tải đưa qua bể hàn nóng. Bể hàn được duy trì ở nhiệt độ cần thiết cho quá trình hàn. Trong bể, một làn sóng hàn được tạo ra và các bo mạch in được truyền qua sao cho chỉ mặt dưới của bo tiếp xúc với sóng hàn. Phải cẩn thận trong việc điều chỉnh độ cao của sóng để nó không chảy qua mặt trên của bo mạch khiến cho thiếc hàn đi vào những nơi không cần thiết. Hàn sóng thích hợp sử dụng với các PCB được sản xuất với linh kiện có chân và một số PCB gắn trên bề mặt sử dụng các linh kiện lớn. Sau công đoạn hàn sẽ chuyển qua công đoạn kiểm tra quang học.
Kiểm tra AOI: Là kiểm tra quang học tự động, máy tự động quét PCB qua camera, thu thập hình ảnh và so sánh các mối hàn đã hàn với các thông số đủ tiêu chuẩn trong cơ sở dữ liệu, sau khi xử lý hình ảnh, kiểm tra ra các lỗi trên PCB, các lỗi được hiển thị hoặc đánh dấu thông qua màn hình hiển thị hoặc các ký hiệu tự động.
Thử nghiệm ICT: ICT chủ yếu phát hiện các sự cố như mạch hở, ngắn mạch, tình trạng hàn linh kiện bằng cách tiếp xúc đầu dò thử nghiệm với các điểm thử nghiệm trên PCB, có thể được chia thành thử nghiệm mạch hở, thử nghiệm ngắn mạch, thử nghiệm chức năng linh kiện, lắp thiếu và lắp sai linh kiện, thông số sai lệch giá trị, mối hàn, hàn nối v.v..., đồng thời báo cáo chính xác cho người dùng biết linh kiện nào bị lỗi hoặc vị trí hở mạch hoặc đoản mạch.
Thử nghiệm AET: Thử nghiệm ATE là một thử nghiệm tự động, kiểm tra đối tượng được thử nghiệm thông qua các công cụ thử nghiệm do máy tính điều khiển. Chủ yếu được sử dụng để kiểm tra tính toàn vẹn chức năng của mạch tích hợp. Đây là quy trình cuối cùng trong sản xuất mạch tích hợp, kết nối các thiết bị thử nghiệm với sản phẩm cần thử nghiệm, điều khiển thiết bị để phát hiện và phân tích tín hiệu đầu vào và đầu ra, xác định xem tính năng của sản phẩm được thử nghiệm có đáp ứng yêu cầu hay không, đồng thời trích xuất báo cáo dữ liệu.
Phủ keo bảo vệ: Thực hiện tự động bằng máy phủ keo phân tán keo thành sương và phun lên bề mặt PCB giúp bảo vệ toàn bộ bo mạch (PCB sau khi được lắp ráp hoàn chỉnh sẽ được đưa vào máy phủ để tự động phủ lớp keo bảo vệ)
Kiểm tra, đóng gói: PCB hoàn thiện sẽ được kiểm tra, đóng gói, nhập kho
1.3.3. Sản phẩm của dự án đầu tư
Danh mục các sản phẩm đầu ra của dự án bao gồm:
Bảng 1.1: Sản phẩm đầu ra của dự án
|
STT |
Sản phẩm |
Công suất sản phẩm/năm |
Công suất tấn sản phẩm/năm |
|
1 |
Bo mạch điện tử |
980.000 |
153,86 |
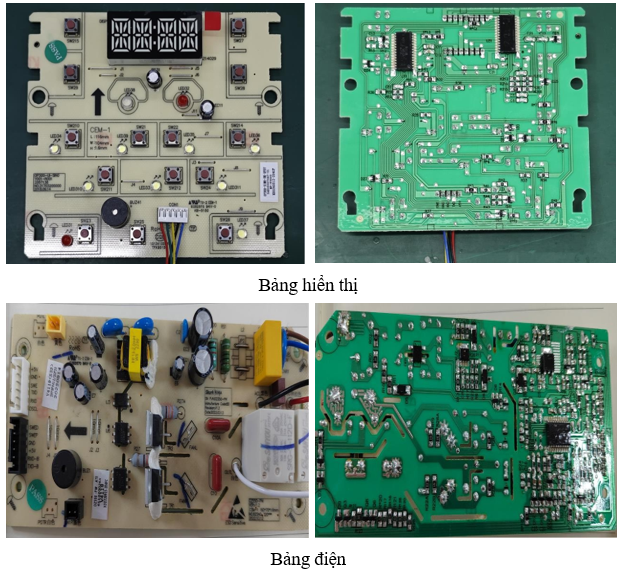
1.4: Hình ảnh sản phẩm của dự án
1.4.Nguyên liệu, nhiên liệu, vật liệu, phế liệu, điện năng, hóa chất sử dụng, nguồn cung cấp điện, nước của dự án đầu tư
1.4.1.Nguyên, nhiên, vật liệu, hóa chất sử dụng tại dự án
Danh mục nguyên liệu, nhiên, vật liệu hóa chất sử dụng cho hoạt động sản xuất của dự án đượctrình bày trong bảng sau:
Bảng 1.2: Danh mục và định mức nguyên liệu thô, nhiên liệu sử dụng cho sản xuất
|
STT |
Nguyên liệu, hóa chất |
Đơn vị |
Khối lượng |
Nơi nhập liệu |
Mục đích sử dụng |
|
I |
Nguyên liệu |
|
|
|
|
|
1 |
PCB |
Tấn/năm |
142 |
Trung Quốc |
Bán thành phẩm bản mạch điện tử |
|
2 |
Điện trở |
Tấn/năm |
1,2 |
Trung Quốc |
Linh kiện gắn vào PCB |
|
3 |
Tụ điện |
Tấn/năm |
1 |
Trung Quốc |
|
|
4 |
Đi- ốt |
Tấn/năm |
0,6 |
Trung Quốc |
|
|
5 |
Chíp bán dẫn |
Tấn/năm |
0,5 |
Trung Quốc |
|
|
6 |
Ổ cắm |
Tấn/năm |
0,3 |
Trung Quốc |
|
|
7 |
Máy biến áp |
Tấn/năm |
0,6 |
Trung Quốc |
|
|
8 |
Còi |
Tấn/năm |
0,8 |
Trung Quốc |
|
|
9 |
Rơle |
Tấn/năm |
0,2 |
Trung Quốc |
|
|
10 |
Dây điện |
Tấn/năm |
0,5 |
Trung Quốc |
|
|
11 |
Cầu chỉ |
Tấn/năm |
0,6 |
Trung Quốc |
|
|
12 |
Đèn led |
Tấn/năm |
1,2 |
Trung Quốc |
|
|
13 |
Nút bấm |
Tấn/năm |
0,45 |
Trung Quốc |
|
|
14 |
Màn hình |
Tấn/năm |
0,65 |
Trung Quốc |
|
|
15 |
Dây dẫn |
Tấn/năm |
0,4 |
Trung Quốc |
|
|
16 |
Giẻ lau |
Tấn/năm |
0,2 |
Việt Nam |
Vệ sinh máy móc, bản mạch |
|
17 |
Thùng carton thẻ giấy |
Tấn/năm |
1,2 |
Việt Nam |
Đóng gói |
|
18 |
Nhãn dán |
Tấn/năm |
0,42 |
Việt Nam |
Đóng gói |
|
19 |
Túi PE |
Tấn/năm |
1,6 |
Việt Nam |
Đóng gói |
|
II |
Hóa chất |
|
|
|
|
|
20 |
Kem hàn |
Tấn/năm |
0,8 |
Trung Quốc/ Việt Nam |
Dùng để gắn kết chi tiết điện tử lên bảng mạch |
|
21 |
Dây thàn thiếc |
Tấn/năm |
0,2 |
Trung Quốc/ Việt Nam |
Áp dụng cho công đoạn hàn sửa chữa trong quá trình sản xuất linh kiện điện tử |
|
22 |
Polyurethane |
Tấn/năm |
0,4 |
Trung Quốc/ Việt Nam |
Vật liệu phủ chống ăn mòn, bảo vệ vi mạch điện tử |
|
23 |
Silicone |
Tấn/năm |
0,3 |
Trung Quốc/ Việt Nam |
Dán linh kiện điện tử |
|
24 |
Keo vàng |
Tấn/năm |
0,5 |
Trung Quốc/ Việt Nam |
Cố định đầu dây của bảng mạch và chất kết dính chân đế. |
|
25 |
Chất trợ hàn |
|
0,6 |
Trung Quốc/ Việt Nam |
Chất làm sạch bề mặt mối hàn, ngăn ngừa quá trình oxy hoá, làm mối hàn bóng, đẹp, sử dụng trong máy hàn sóng |
|
26 |
Ethanol |
Tấn/năm |
0,3 |
Trung Quốc/Việt Nam |
Vệ sinh bản mạch |
|
III |
Nhiên liệu |
|
|
|
|
|
27 |
Dầu DO |
Tấn/năm |
0,32 |
Việt Nam |
Máy phát điện dự phòng, xe nâng |
(Nguồn: Công ty TNHH ... (Việt Nam), năm 2024)
Bảng 1.3: Thành phần, đặc tính của các loại hoá chất sử dụng
|
Stt |
Tên nguyên liệu |
Thành phần, đặc tính |
|
1. |
Kem hàn |
- Thành phần: Sn 96,5%, Ag 3,0%, Cu 0,5% Đặc tính: keo màu xám, có mùi nhẹ |
|
2. |
Dây thàn thiếc |
- Thành phần: Sn: 99,3%; Cu 0,7% Đặc tính: Dạng thanh rắn, nhiệt độ nóng chảy 227oC. Khói hàn gây kích ứng cho mắt, niêm mạc |
|
3. |
Polyurethane |
- Thành phần: Polyurethane Resin 35-50%, Isoparaffin 15-30%, Polyol ester 10-25%, phụ trợ 1-5%. Đặc tính: Chất lỏng gây tổn thương mắt, có hại nếu hít phải, gây ích ứng da. |
|
4. |
Silicone |
- Thành phần: Dimethyl 70%, Canxi cacbonat 10%, Silic 8%, Clorometyltriethoxylian 6%, |
|
|
|
Diethylaminomethyltriethoxysilane 4%, Titan dioxit 2%. Đặc tính: Chất lỏng màu trắng, không mùi, gây ảnh hưởng đến mắt nếu tiếp xúc với mắt |
|
5. |
Keo vàng |
Thành phần:Toluene 10 – 30%; Xylene 10 – 30%, Cao su tổng hợp 30 – 40%, Nhựa epoxy 10 – 20% - Trạng thái: màu vàng nâu, dạng lỏng Khi tiếp xúc với mắt có thể gây khó chịu tạm thời; khi tiếp xúc với da một lượng lớn đáng kể có thể gây ra tác dụng phụ toàn thân; có thể gây chóng mặt, buồn ngủ nhức đầu nếu hít phải |
|
6. |
Chất trợ hàn |
- Thành phần: Isopropyl alcohol C3H8O: 80%, Poymer hoá C19H29COOH: 3%, Hydrogenated Rosin, C19H29COOH: 7%, Chất kích hoạt A: 0,4%, Chất kích hoạt B: 0,5% Đặc tính: Chất lỏng, màu vàng nhạt, có mùi đặc trưng |
|
7. |
Ethanol |
- Thành phần: Ethanol ≥ 80% Đặc tính: Không màu, dạng lỏng, mùi ête Gây kích ứng mắt, gây buồn ngủ, chống mặt, choáng váng |
(Nguồn: Công ty TNHH .........(Việt Nam), năm 2024)
Công ty cam kết tất cả các hóa chất, nguyên – nhiên – vật liệu sử dụng đều nằm trong các danh mục cho phép của nhà nước và pháp luật.
LẬP DỰ ÁN ĐẦU TƯ VÀ XIN GIẤY PHÉP MÔI TRƯỜNG CHO NHÀ MÁY SẢN XUẤT BO MẠCH ĐIỆN TỬ TẠI KCN DẦU GIÂY – PHÂN TÍCH KHOA HỌC VÀ KHUNG PHÁP LÝ TOÀN DIỆN
Dự án “Nhà máy sản xuất bo mạch điện tử, công suất 980.000 sản phẩm/năm tương đương 153,86 tấn sản phẩm/năm” được triển khai tại Khu công nghiệp Dầu Giây, huyện Thống Nhất, tỉnh Đồng Nai là một dự án công nghiệp nhẹ thuộc lĩnh vực điện tử, có ý nghĩa quan trọng trong chuỗi cung ứng thiết bị điện – điện tử tại Việt Nam. Với tổng mức đầu tư hơn 50 tỷ đồng, dự án được phân loại thuộc nhóm C theo Luật Đầu tư công. Mặc dù quy mô không lớn, song đặc thù sản xuất bo mạch điện tử có sử dụng hóa chất, dung môi và công đoạn hàn, phủ mạch nên vẫn tiềm ẩn nguy cơ tác động môi trường, do đó cần thực hiện đầy đủ các thủ tục môi trường theo quy định của Luật Bảo vệ môi trường năm 2020 và các nghị định hướng dẫn.
Việc lập dự án đầu tư trong lĩnh vực sản xuất bo mạch điện tử cần được tiếp cận theo hướng tích hợp giữa hiệu quả kinh tế và kiểm soát môi trường. Một dự án đầu tư hoàn chỉnh không chỉ bao gồm các nội dung về công nghệ, tài chính, thị trường mà còn phải phân tích sâu các yếu tố môi trường như nguồn phát sinh chất thải, khả năng tiếp nhận của môi trường và các giải pháp xử lý phù hợp. Đặc biệt, đối với dự án đặt trong khu công nghiệp, cần đánh giá sự phù hợp với quy hoạch hạ tầng kỹ thuật, hệ thống xử lý nước thải tập trung và các quy định về bảo vệ môi trường của khu công nghiệp.
Quy trình công nghệ sản xuất bo mạch điện tử thường bao gồm các bước: chuẩn bị vật liệu nền (PCB), in mạch, gắn linh kiện điện tử (SMT hoặc DIP), hàn linh kiện bằng thiếc, kiểm tra chức năng, phủ bảo vệ bề mặt và đóng gói. Trong quá trình này, các công đoạn như hàn linh kiện, rửa bảng mạch, phủ lớp bảo vệ và sử dụng dung môi có thể phát sinh khí thải chứa hợp chất hữu cơ bay hơi (VOC), hơi thiếc, bụi mịn và nước thải chứa hóa chất.
Nguồn phát sinh nước thải chủ yếu từ quá trình rửa bảng mạch, vệ sinh thiết bị và sinh hoạt của công nhân. Thành phần nước thải có thể chứa kim loại nặng (thiếc, chì), dung môi, chất tẩy rửa và các hợp chất hữu cơ. Do đó, hệ thống xử lý nước thải của nhà máy cần được thiết kế theo công nghệ kết hợp hóa lý và sinh học, bao gồm các công đoạn như điều hòa, keo tụ – tạo bông, lắng, xử lý sinh học và khử trùng. Nước thải sau xử lý phải đạt quy chuẩn kỹ thuật quốc gia trước khi xả vào hệ thống xử lý tập trung của khu công nghiệp.
Khí thải phát sinh từ công đoạn hàn linh kiện, phủ mạch và sử dụng dung môi. Thành phần khí thải bao gồm hơi thiếc, VOC, khí axit và bụi mịn. Để kiểm soát khí thải, nhà máy cần lắp đặt hệ thống hút cục bộ tại nguồn phát sinh, kết hợp với thiết bị xử lý như tháp hấp phụ than hoạt tính hoặc hệ thống lọc tĩnh điện. Việc kiểm soát khí thải không chỉ nhằm bảo vệ môi trường mà còn đảm bảo an toàn lao động cho công nhân.
Chất thải rắn của dự án bao gồm phế liệu bo mạch, linh kiện lỗi, bao bì và rác sinh hoạt. Một phần chất thải có thể tái chế, tuy nhiên các chất thải chứa kim loại nặng hoặc hóa chất được phân loại là chất thải nguy hại và phải được quản lý theo quy định. Nhà máy cần bố trí khu lưu giữ chất thải nguy hại riêng biệt, có mái che, chống thấm và ký hợp đồng với đơn vị xử lý có giấy phép.
Theo quy định pháp luật, dự án thuộc nhóm III (ít có nguy cơ tác động xấu đến môi trường) nhưng vẫn thuộc đối tượng phải có Giấy phép môi trường do có phát sinh nước thải, khí thải và chất thải nguy hại. Trước khi vận hành, chủ dự án phải thực hiện đăng ký môi trường hoặc lập hồ sơ đề nghị cấp Giấy phép môi trường tùy theo quy mô và mức độ phát sinh chất thải.
Trong trường hợp này, do dự án có công đoạn hàn và sử dụng hóa chất, khả năng phát sinh khí thải cần xử lý nên dự án thuộc đối tượng phải lập hồ sơ đề nghị cấp Giấy phép môi trường. Hồ sơ này bao gồm báo cáo đề xuất cấp giấy phép môi trường, trong đó mô tả chi tiết các nguồn thải, công trình xử lý và chương trình quan trắc.
Điều kiện cấp Giấy phép môi trường bao gồm: dự án phù hợp quy hoạch; có đầy đủ công trình xử lý chất thải; có phương án quản lý chất thải nguy hại; có kế hoạch quan trắc môi trường và phương án phòng ngừa, ứng phó sự cố môi trường. Cơ quan có thẩm quyền cấp giấy phép đối với dự án là UBND tỉnh Đồng Nai.
Mẫu Giấy phép môi trường cho dự án sản xuất bo mạch điện tử thường bao gồm các nội dung chính như: thông tin chủ dự án, vị trí, quy mô, công suất; các nguồn phát sinh chất thải; giới hạn xả thải; yêu cầu vận hành hệ thống xử lý; chương trình quan trắc và nghĩa vụ báo cáo. Đây là căn cứ pháp lý để kiểm soát toàn bộ hoạt động môi trường của nhà máy.
Một nội dung quan trọng trong quá trình lập hồ sơ môi trường là tham vấn cộng đồng. Chủ dự án cần lấy ý kiến của chính quyền địa phương và người dân xung quanh về các tác động môi trường. Nội dung tham vấn tập trung vào các vấn đề như khí thải, tiếng ồn, giao thông và an toàn hóa chất. Việc tham vấn không chỉ mang tính thủ tục mà còn giúp nâng cao tính minh bạch và sự đồng thuận xã hội.
Sau khi được cấp Giấy phép môi trường, nhà máy phải thực hiện chương trình quan trắc môi trường định kỳ. Các thông số quan trắc bao gồm nước thải (pH, COD, kim loại nặng), khí thải (VOC, bụi, hơi kim loại), tiếng ồn và môi trường lao động. Tần suất quan trắc thường từ 3 đến 6 tháng/lần. Kết quả quan trắc phải được lưu trữ và báo cáo cho cơ quan quản lý.
Ngoài ra, nhà máy cần xây dựng hệ thống quản lý môi trường nội bộ, bao gồm quy trình vận hành hệ thống xử lý, đào tạo nhân viên, kiểm soát hóa chất và ứng phó sự cố. Việc áp dụng các tiêu chuẩn như ISO 14001 sẽ giúp nâng cao hiệu quả quản lý môi trường.
Trong trường hợp có thay đổi về công suất, công nghệ hoặc loại hình sản xuất, chủ dự án phải thực hiện thủ tục điều chỉnh Giấy phép môi trường. Quy trình này bao gồm lập hồ sơ đề nghị điều chỉnh, thẩm định và cấp lại giấy phép. Việc điều chỉnh nhằm đảm bảo dự án luôn tuân thủ quy định pháp luật.
Về mặt xã hội, dự án mang lại nhiều lợi ích như tạo việc làm, chuyển giao công nghệ và thúc đẩy phát triển công nghiệp điện tử tại địa phương. Tuy nhiên, nếu không kiểm soát tốt môi trường, dự án có thể gây ảnh hưởng đến sức khỏe cộng đồng và môi trường xung quanh. Do đó, việc thực hiện đầy đủ các biện pháp bảo vệ môi trường là yêu cầu bắt buộc.
Tổng thể, dự án nhà máy sản xuất bo mạch điện tử tại KCN Dầu Giây là một dự án công nghiệp có tiềm năng phát triển nhưng cần được quản lý môi trường chặt chẽ. Việc lập dự án đầu tư gắn với bảo vệ môi trường, thực hiện thủ tục cấp Giấy phép môi trường, tổ chức quan trắc và tham vấn cộng đồng là các bước quan trọng nhằm đảm bảo phát triển bền vững. Nếu được thực hiện đúng quy định, dự án sẽ góp phần vào mục tiêu công nghiệp hóa hiện đại hóa và bảo vệ môi trường của địa phương.
>>> XEM THÊM: Thuyết minh dự án đầu tư nhà máy sản xuất năng lượng điện mặt trời
CÔNG TY CỔ PHẦN TƯ VẤN ĐẦU TƯ & THIẾT KẾ XÂY DỰNG MINH PHƯƠNG
Địa chỉ: 28B Mai Thị Lựu - Khu phố 7, Phường Tân Định, TP.HCM
Hotline: (028 22 142 126 - 0903 649 782
Email: minhphuong.corp@yahoo.com.vn hoặc thanhnv93@yahoo.com.vn
Website: www.minhphuongcorp.com: www.khoanngam.com; www.lapduan.com;



Tin liên quan
- › Hồ sơ đề xuất cấp giấy phép môi trường nhà máy sản xuất bao bì từ plastic
- › Báo cáo đề xuất cấp GPMT cơ sở sản xuất hàng cói mỹ nghệ
- › Hồ sơ đề nghị cấp giấy phép môi trường nhà máy sản xuất giấy, bao bì
- › Báo cáo đề xuất cấp giấy phép môi trường dự án sản xuất dây đai an toàn ô tô
- › Hồ sơ đề xuất cấp giấy phép môi trường nhà máy chế biến mủ cao su
- › Hồ sơ đề xuất cấp giấy phép môi trường dự án khu nghỉ dưỡng cao cấp
- › Báo cáo đề xuất cấp Giấy phép môi trường nhà máy công nghệ cao
- › Báo cáo đề xuất cấp GPMT nhà máy sản xuất các loại giấy và bao bì
- › Báo cáo đề xuất cấp GPMT xây dựng khu nhà ở công vụ
- › Báo cáo đề xuất cấp GPMT nhà máy sản xuất bao bì nhãn mác
Bình luận (0)
HOTLINE
![]()
HOTLINE: 0914526205
Mail: nguyenthanhmp156@gmail.com




HOTLINE
![]()
HOTLINE: 0914526205
Mail: nguyenthanhmp156@gmail.com








Gửi bình luận của bạn