Báo cáo đề xuất cấp cấp GPMT nhà máy sản xuất tấm Panel năng lượng mặt trời
Báo cáo đề xuất cấp cấp Giấy phép môi trường (GPMT) dự án đầu tư nhà máy sản xuất tấm Panel năng lượng mặt trời với số lượng sản phẩm: 950.000 sản phẩm/năm.
Ngày đăng: 26-11-2024
496 lượt xem
MỤC LỤC...................................................... 1
DANH MỤC CÁC TỪ VÀ CÁC KÝ HIỆU VIẾT TẮT...................... 4
DANH MỤC BẢNG............................................................................. 5
DANH MỤC HÌNH................................................................................ 8
CHƯƠNG I. THÔNG TIN CHUNG VỀ DỰ ÁN ĐẦU TƯ........................ 9
1.1. Tên chủ dự án đầu tư.......................................................................... 9
1.2. Tên dự án đầu tư................................................................................. 9
1.3. Công suất, công nghệ, sản phẩm của dự án đầu tư................................ 9
1.3.1. Công suất của dự án đầu tư.................................................................. 9
1.3.2. Công nghệ sản xuất của dự án đầu tư, đánh giá việc lựa chọn công nghệ sản xuất của dự án đầu tư...... 9
1.3.3. Sản phẩm của dự án đầu tư.................................................................... 18
1.4. Nguyên liệu, nhiên liệu, vật liệu, phế liệu, điện năng, hóa chất sử dụng, nguồn cung cấp điện, nước của dự án đầu tư.... 18
1.4.1. Nguyên, nhiên, vật liệu, hóa chất sử dụng trong quá trình thi công xây dựng dự án 18
1.4.2. Nguyên, nhiên, vật liệu, hóa chất sử dụng trong quá trình thoạt động của dự án........ 20
1.5.2. Một số thông tin của cụm công nghiệp An Ninh................................................... 35
CHƯƠNG II. SỰ PHÙ HỢP CỦA DỰ ÁN ĐẦU TƯ VỚI QUY HOẠCH, KHẢ NĂNG CHỊU TẢI CỦA MÔI TRƯỜNG.... 37
2.1. Sự phù hợp của cơ sở với quy hoạch bảo vệ môi trường quốc gia, quy hoạch tỉnh, phân vùng môi trường...... 37
2.2. Sự phù hợp của cơ sở đối với khả năng chịu tải của môi trường................................ 37
CHƯƠNG III. ĐÁNH GIÁ HIỆN TRẠNG MÔI TRƯỜNG NƠI THỰC HIỆN DỰ ÁN ĐẦU TƯ.... 39
3.1.1. Chất lượng của các thành phần môi trường có khả năng chịu tác động trực tiếp bởi dự án 39
3.1.2. Đối tượng bị tác động, yếu tố nhạy cảm về môi trường khu vực thực hiện dự án...... 39
3.3. Đánh giá hiện trạng các thành phần môi trường đất, nước, không khí nơi thực hiện dự án 40
CHƯƠNG IV. ĐÁNH GIÁ, DỰ BÁO TÁC ĐỘNG MÔI TƯỜNG CỦA DỰ ÁN ĐẦU TƯ VÀ
ĐỀ XUẤT CÁC CÔNG TRÌNH, BIỆN PHÁP BẢO VỆ MÔI TRƯỜNG...... 50
4.1. Đánh giá tác động và đề xuất các công trình, biện pháp bảo vệ môi trường trong giai đoạn triển khai xây dựng dự án..... 50
4.1.2. Các công trình, biện pháp bảo vệ môi trường đề xuất thực hiện......................... 84
4.2. Đánh giá tác động và đề xuất các biện pháp, công trình bảo vệ môi trường trong giai đoạn dự án đi vào vận hành....... 113
4.2.2. Các công trình, biện pháp bảo vệ môi trường đề xuất thực hiện....................... 133
4.3. Tổ chức thực hiện các công trình, biện pháp bảo vệ môi trường.............................. 155
4.3.1. Danh mục công trình, biện pháp bảo vệ môi trường của dự án......................... 155
4.3.2. Kế hoạch xây lắp các công trình bảo vệ môi trường........................................... 156
4.3.3. Tổ chức, bộ máy quản lý, vận hành các công trình bảo vệ môi trường............ 156
4.4. Nhận xét về mức độ chi tiết, độ tin cậy của các kết quả nhận dạng, đánh giá, dự báo.... 160
CHƯƠNG V. NỘI DUNG ĐỀ NGHỊ CẤP GIẤY PHÉP MÔI TRƯỜNG..................... 163
5.2.4. Các chất ô nhiễm và giá trị giới hạn các chất ô nhiễm theo dòng khí thải....... 163
5.2.5. Vị trí, phương thức xả nước thải và nguồn tiếp nhận khí thải........................... 164
CHƯƠNG VI. KẾ HOẠCH VẬN HÀNH THỬ NGHIỆM CÔNG TRÌNH XỬ LÝ CHẤT THẢI
VÀ CHƯƠNG TRÌNH QUAN TRẮC MÔI TRƯỜNG CỦA DỰ ÁN..... 166
6.1. Kế hoạch vận hành thử nghiệm công trình xử lý chất thải của dự án đầu tư........... 166
6.1.2. Kế hoạch quan trắc chất thải, đánh giá hiệu quả xử lý của các công trình, thiết bị xử lý chất thải...... 166
6.2. Chương trình quan trắc chất thải theo quy định của pháp luật................................. 167
6.2.1. Chương trình quan trắc giai đoạn thi công xây dựng.......................................... 167
6.2.2. Quan trắc môi trường trong giai đoạn vận hành thử nghiệm dự án................... 169
6.2.3. Quan trắc môi trường trong giai đoạn vận hành chính thức dự án.................... 169
CHƯƠNG VII. CAM KẾT CỦA CHỦ DỰ ÁN ĐẦU TƯ....170
CHƯƠNG I
THÔNG TIN CHUNG VỀ DỰ ÁN ĐẦU TƯ
1.Tên chủ dự án đầu tư
Tên chủ dự án đầu tư: Công ty Cổ phần tập đoàn năng lượng xanh.
Địa chỉ văn phòng: Cụm công nghiệp An Ninh, xã An Ninh, huyện Tiền Hải, tỉnh Thái Bình, Việt Nam.
Người đại diện theo pháp luật của chủ dự án đầu tư: Ông: ....... Chức vụ: Chủ tịch Hội đồng quản trị
Điện thoại:.............
Giấy chứng nhận đăng ký kinh doanh số ..... do Sở Kế hoạch và Đầu tư tỉnh Thái Bình cấp lần đầu ngày 27/07/2021.
Giấy chứng nhận đăng ký đầu tư, mã số dự án ..... do Sở Kế hoạch và Đầu tư tỉnh Thái Bình chứng nhận lần đầu ngày 15/10/2021, điều chỉnh lần thứ nhất ngày 26/9/2022.
2 .Tên dự án đầu tư
Tên dự án đầu tư: “Đầu tư nhà máy sản xuất tấm panel năng lượng mặt trời”.
Địa điểm thực hiện dự án đầu tư: Cụm công nghiệp An Ninh, xã An Ninh, huyện Tiền Hải, tỉnh Thái Bình.
3.Quy mô của dự án:
Tổng mức đầu tư của Dự án 583.635.093.000 VNĐ, theo khoản 2 điều 9 Luật Đầu tư công, dự án Đầu tư nhà máy sản xuất tấm panel năng lượng mặt trời thuộc dự án nhóm B.
1.3.Công suất, công nghệ, sản phẩm của dự án đầu tư
1.3.1.Công suất của dự án đầu tư
Nhà máy sản xuất tấm PANEL năng lượng mặt trời với công suất: 950.000 sản phẩm/năm.
1.3.2.Công nghệ sản xuất của dự án đầu tư, đánh giá việc lựa chọn công nghệ sản xuất của dự án đầu tư
Công nghệ sản xuất của dự án đầu tư
Công nghệ sản xuất của dự án đầu tư là Công nghệ Half – Cells. Trong công nghệ Half – cells các cell pin truyền thống được cắt đôi bằng công nghệ tia laser (half-cut cell). Công nghệ này chia tấm pin thành hai phần và hoạt động độc lập, giúp tăng hiệu quả chuyển đổi quang năng. Làm pin có tuổi thọ cao hơn bình thường. Ở các tấm pin truyền thống, nếu một phần tấm pin bị che bóng, cả tấm pin sẽ bị ảnh hưởng. Nhưng với công nghệ Half-cells mới thì độ ảnh hưởng sẽ bị giảm xuống còn một nửa do hai phần tấm pin hoạt động độc lập với nhau. Nhưng với công nghệ Half-cells mới thì độ ảnh hưởng sẽ bị giảm xuống còn một nửa do hai phần tấm pin hoạt động độc lập với nhau.
Ưu điểm của công nghệ Half-cells
Busbar là các đường kim loại màu bạc dài chạy dọc theo các cell pin, có chức năng truyền tải điện năng. Bản thân các busbar cũng có điện trở nên khi dòng điện đi qua busbar sẽ có tổn hao.
Theo công thức tính tổn hao P=(I2)*R khi cường độ dòng điện giảm một nửa,dòng điện tổn hao sẽ giảm 4 lần.Số lượng cell tăng lên gấp đôi làm chodòng điện đi qua busbar giảm đi một nửa. Khi ta giảm cường độ dòng điện chạy trên các busbar giúp giảm tiêu hao, nâng cao tối đa hiệu suất.
Bản thân các busbar chạy dọc theo các cell pin cũng có thể bị che nắng một phần, làm giảm hiệu suất hấp thu quang năng. Nên giảm thích thước busbar sẽ làm tăng hiệu suất hấp thu của cell pin. Khi ta giảm kích thước busbar làm tăng hiệu suất hấp thu quang năng.
Các cell trong tấm pin được mắc nối tiếp với nhau, do đó nếu một cell pin bị che bóng sẽ làm cho cả tấm pin bị giảm công suất. Để hạn chế tối đa vấn đề này, các tấm pin full-cells thông thường sẽ chia các cell pin thành 3 dãy, tách dãy cell pin bị che bóng bằng cách sử dụng 3 điốt bán dẫn. Nên nếu một hoặc một dãy cell pin bị che bóng, công suất của tấm pin sẽ bị giảm 1/3.
Đối với các tấm pin Half-Cells, các cell pin được chia làm 6 dãy. Do đó nếu một hoặc một dãy cell pin bị che bóng sẽ chỉ làm giảm 1/6 công suất tấm pin.Half-Cells giảm ảnh hưởng của mỗi cell lên toàn tấm pin
Khi một cell pin bị che bóng, nặng lượng thu được từ việc chuyển hóa quang năng của các cell pin không bị che bóng trong cùng dãy sẽ đổ dồn về cell pin bị che bóng và phát nhiệt. Nếu hiện tượng này xảy ra trong thời gian dài sẽ dẫn tới nguy cơ hư hỏng tấm pin.
Đối với pin Half-Cells, khoảng cách dẫn điện ngắn, nhiều busbar, cường độ dòng điện chạy trong busbar lại giảm đi một nữa nên sẽ có thể hạn chế tối đa sự phát nhiệt do cell pin bị che bóng này. Như vậy sẽ giúp tăng tuổi thọ và độ bền của tấm panel.
Quy trình sản xuất của dự án được thể hiện trong hình sau:
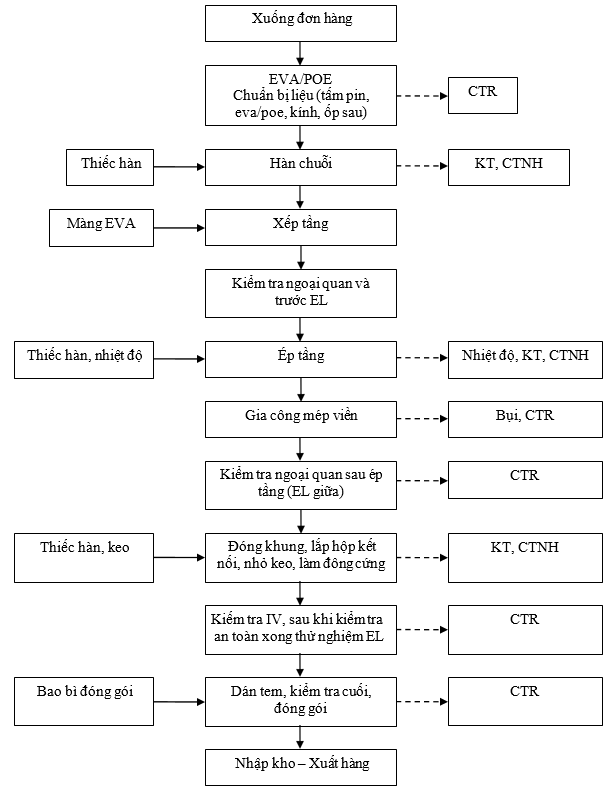
Hình 1. 2. Quy trình sản xuất tấm panel năng lượng mặt trời
Thuyết minh quy trình sản xuất:
Bước 1: Xuống đơn hàng
Căn cứ theo yêu cầu đơn hàng của khách hàng, thiết kế bản vẽ sản phẩm, xây dựng danh sách nguyên vật liệu, đồng thời tạo lệnh sản xuất để tiến hành sản xuất.
Bước 2: Chuẩn bị nguyên vật liệu
Theo yêu cầu tiến hành kiểm tra lần đầu đối với nguyên vật liệu tương ứng (pin, Eva hoặc Poe, kính trước, tấm ốp, hoặc kính sau) làm tốt công việc chuẩn bị nguyên vật liệu.
Bước 3: Hàn chuỗi
Quá trình này sử dụng máy hàn kéo dây thiếc hàn lên mặt trước và mặt sau của tấm pin (cell) và hàn chúng thành một chuỗi.
Bước 4: Xếp tầng
Xếp tầng là quá trình đặt chuỗi pin, mặt trước kính, Eva hoặc Poe, tấm ốp (mặt sau kính), thanh dẫn (busbar) xếp chồng lên nhau theo yêu cầu.
Bước 5: Kiểm tra ngoại quan và trước EL
Quá trình này sau khi hàn xong, chuỗi hàn sẽ được chuyển ra ngoài cho các công nhân trực tiếp kiểm tra bằng mắt các mối hàn xem đã hàn chắc chắn chưa các mối hàn phải kín liền mạch có lỗi họ sẽ hàn bù lại lên vị trí lỗi đó bằng các máy hàn tay.
Bước 6: Ép tầng
Quá trình này xếp lớp ghép các phụ kiện còn lại hoàn thiện tấm pin mô-đun năng lượng như hàn các điểm đầu dây hội tụ ghép trải các lớp tấm eva và tấm TPT sau khi trải tấm TPT tấm pin sẽ chạy tiếp đến khu máy ép ,để qua lượng nhiệt nóng vừa đủ giúp nóng chảy tấm eva kết dính các phụ kiện sau khi lắp ráp ở trên đc chắc chắn bền hơn.
Bước 7: Gia công mép viền sau khi ép tầng
Quá trình này sau khi ép xong tấm pin sẽ đc chuyển đến khu vực máy cắt gọt ba- via loại bỏ các phần thừa thò ra sau khi ép nóng chảy. Sau đó qua công đoạn kiểm tra ngoại quan kiểm tra lại xem sau quá trình ép cắt gọt trên tấm pin có còn phát sinh lỗi gì nữa không, sản phẩm lỗi sẽ được tách riêng để xử lý sửa lại sản phẩm, nếu đạt sẽ chuyển đến công đoạn tiếp.
Bước 8: Kiểm tra ngoại quan sau ép tầng (EL giữa)
Tiến hành kiểm tra ngoại quan và kiểm tra tính năng EL của mô đun sau ép tầng & gia công mép viền sau ép tầng có bị lỗi không.
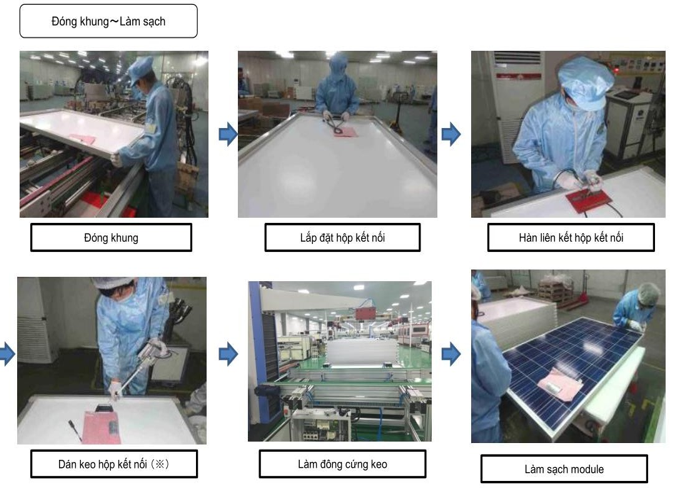
Bước 9: Đóng khung, lắp hộp đấu dây, nhỏ keo, làm đông cứng keo
Quá trình này các SP đủ điều kiện sẽ được đưa ra ghép khung đóng khung lại chắc chắn và dùng keo để hàn gắn chắc lại các mép xung quanh khung để tránh bị nước và các ảnh hưởng lâu dài của thời tiết khí hậu khi SP để ngoài trời. Sau khi hoàn thành, đưa modul đến phòng đông cứng để làm đông cứng. Trong quá trình nay có sử dụng keo 1 thành phần và keo 2 thành phần:
Đối với keo 1 thành phần: Được sử dụng làm gioăng kết nối giữa khung nhôm và tấm panel mục đích chống nước tuyệt đối cho tấm panel và tăng cường kết nối giữa khung nhôm và tấm panel, đảm bảo tuổi thọ của tấm panel từ 20-25 năm.
Hình 1. 3. Hình minh họa 4 cạnh khung nhôm được bơm keo
Đối với keo 2 thành phần: Được sử dụng để đổ vào hộp kết nối giữa mối hàn điện cực âm; dương của tấm PV và connector. Mục đích bảo vệ mối hàn và ngăn ngừa sự ảnh hưởng của các yếu tố bên ngoài tới mối hàn. Cách điện; chống nước …
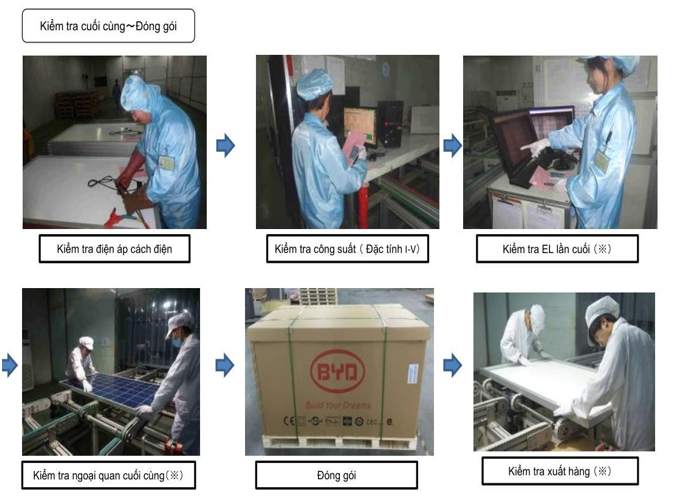
Bước 10: Thử IV, thử nghiệm an toàn, kiểm tra sau EL
Sử dụng thiết bị IV để tiến hành thử nghiệm điện tính, sau đó là sử dụng thiết bị an toàn tiến hành thử nghiệm chịu điện áp cao và cách điện, đảm bảm phù hợp yêu cầu an toàn, cuối cùng tiền hành thử nghiệm tính năng EL, chủ yếu để kiểm tra xem có vết rạn nứt ẩn hay không.
Bước 11: Dán tem, kiểm tra cuối, đóng gói
Tiến hành dán tem nhãn cho sản phẩm sau khi thử nghiệm, đồng thời kiểm tra ngoại quan xem có vấn đề gì không mới tiến hành đóng gói SP đạt yêu cầu.
Bước 12: Nhập kho, xuất hàng
Quá trình này là bước cuối cùng hoàn thành thành phẩm lắp ráp, sau khi đóng gói tiến hành nhập kho đợi phát hàng.
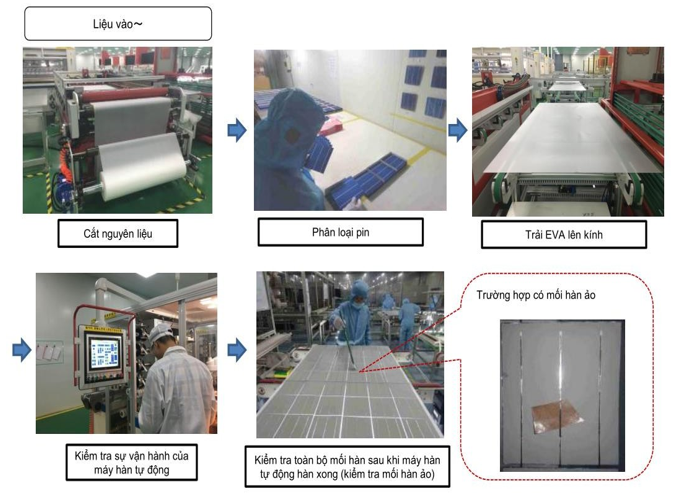
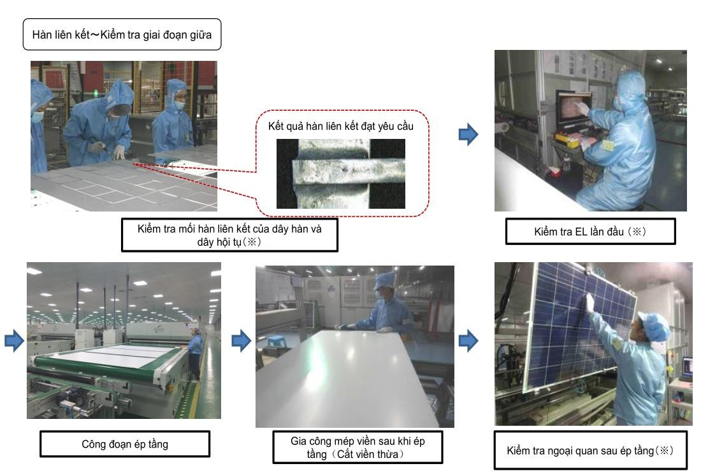
Dưới đây là hình ảnh của các bước sản xuất:
Đánh giá việc lựa chọn công nghệ sản xuất của dự án đầu tư:
Công nghệ sản xuất, gia công tấm panel năng lượng mặt trời của dự án sử dụng dây chuyền công nghệ hiện đại, tiên tiến và đồng bộ, hiện đang được sử dụng rộng rãi và có hiệu quả cao trên thế giới. Dây chuyền công nghệ này có những đặc điểm nổi bật sau:
+ Trình độ công nghệ tiên tiến, có độ chính xác cao.
+ Phù hợp với quy mô đầu tư lựa chọn.
+ Sử dụng hợp lý nguyên, nhiên vật liệu, năng lượng và nhân lực.
+ Chất lượng sản phẩm có thể được khẳng định trong suốt quá trình sản xuất.
+ Đảm bảo an toàn đối với người lao động và với môi trường.
+ Sản phẩm, dịch vụ cung cấp: Nhà đầu tư sẽ thực hiện đầu tư mua sắm, lắp đặt dây chuyền máy móc hiện đại, tiên tiến nhằm mục đích sản xuất, gia công tấm panel năng lượng mặt trời. Thị trường mục tiêu là các quốc gia phát triển và đang phát triển như Nhật, Anh, Mỹ, Pháp, Hà Lan, Ấn Độ, các quốc gia Đông Nam Á & Việt Nam nơi mà những quốc gia này chú trọng sử dụng năng lượng xanh.
- Tấm panel năng lượng mặt trời có hiệu suất chuyển đổi quang năng lên đến 24% - 26%.
1.3.3.Sản phẩm của dự án đầu tư
Sản phẩm của dự án là tấm panel năng lượng mặt trời
1.4.Nguyên liệu, nhiên liệu, vật liệu, phế liệu, điện năng, hóa chất sử dụng, nguồn cung cấp điện, nước của dự án đầu tư
1.4.1.Nguyên, nhiên, vật liệu, hóa chất sử dụng trong quá trình thi công xây dựng dự án
- Xi măng, bi tum, thép: Mua tại các bến bãi tập trung, các đại lý uy tín trên địa bàn huyện Tiền Hải.
- Đá mua tại bến bãi sông trên địa bàn thành phố, nguồn gốc mỏ đá Ninh Bình, Thuỷ Nguyên...
- Gạch lấy từ các nhà máy trong tỉnh Thái Bình.
Bảng 1. 1. Nguyên vật liệu chính phục vụ thi công xây dựng dự án
|
TT |
Vật liệu xây dựng |
Đơn vị |
Khối lượng |
|
1 |
Nylon lót nền |
Tấn |
1.815 |
|
2 |
Vách composite dày 12mm |
Tấn |
2,104 |
|
3 |
Khung kết cấu thép nhà xưởng |
Tấn |
800 |
|
4 |
Thi công trần nhôm clip đục lỗ 300x300 |
Tấn |
509,687 |
|
5 |
Bê tông |
Tấn |
16.860 |
|
6 |
Cát các loại |
Tấn |
24.726 |
|
7 |
Cấp phối đá dăm |
Tấn |
59.148 |
|
8 |
Thép các loại |
Tấn |
527,287 |
|
9 |
Cọc bê tông dự ứng lực D300mm |
Tấn |
2.415 |
|
10 |
Đá |
Tấn |
147,56 |
|
11 |
Đá granít tự nhiên |
Tấn |
2,14 |
|
12 |
Gạch ốp lát các loại |
Tấn |
377,35 |
|
13 |
Gạch ống 9x9x19 |
Tấn |
1.184,55 |
|
TT |
Vật liệu xây dựng |
Đơn vị |
Khối lượng |
|
14 |
Gỗ các loại |
Tấn |
101,67 |
|
15 |
Que hàn |
Tấn |
2,0 |
|
16 |
Ống nhựa miệng bát D25mm L=6m |
Tấn |
1.172,7 |
|
17 |
Sơn các loại |
Tấn |
6,52 |
|
18 |
Tấm thạch cao 9mm |
Tấn |
36,539 |
|
19 |
Tấm thạch cao 9mm, chống cháy |
Tấn |
1,98 |
|
20 |
Tiren + Ecu 6 |
Tấn |
0,85 |
|
21 |
Ván công nghiệp |
Tấn |
56,26 |
|
22 |
Xi măng |
Tấn |
262,389 |
|
|
Tổng |
Tấn |
257.064,026 |
Máy móc, thiết bị dùng cho thi công xây dựng dự án được thể hiện trong bảng sau:
Bảng 1. 2. Danh mục máy móc, thiết bị thi công xây dựng dự án
|
TT |
Tên máy móc, thiết bị |
Số lượng |
Định mức tiêu hao nhiên liệu(lít/ca) |
Tổng lượng nhiên liệu sử dụng (lít/ca) |
|
1 |
Đầm dùi 1,5 KW |
1 |
- |
85-90 |
|
2 |
Đầm rung tự hành 18T |
1 |
53 |
85-90 |
|
3 |
Máy cắt uốn cắt thép 5KW |
3 |
- |
70-80 |
|
4 |
Máy đào 1,6 m3 |
1 |
113,22 |
80-90 |
|
5 |
Máy ép thuỷ lực 130T |
1 |
- |
80-90 |
|
6 |
Máy nén khí điêzen 360m3/h |
1 |
34,6 |
90-95 |
|
7 |
Máy trộn vữa 80lít |
2 |
- |
70-80 |
|
8 |
Máy ủi 108CV |
1 |
38,88 |
80-90 |
|
9 |
Máy xúc 1,25m3 |
2 |
47 |
85-90 |
|
10 |
Ô tô tự đổ 10 tấn |
2 |
57 |
70-80 |
|
11 |
Tời điện |
2 |
- |
80-90 |
Nguyên, nhiên, vật liệu, hóa chất sử dụng trong quá trình thoạt động của dự án
Nguyên vật liệu chính được sản xuất tại Việt Nam, 1 số nguyên liệu được nhập khẩu từ các nước trong khu vực như Thái Lan, Malaysia hay Trung Quốc.
Các nguyên phụ liệu khác như: Tem, mực in, màng bọc, dây đai, bao bì carton, ... nguyên liệu được mua từ các doanh nghiệp trong và ngoài tỉnh
Các nguyên liệu phục vụ cho dự án được thể hiện trong bảng sau:
Bảng 1. 3. Danh sách nhu cầu nguyên vật liệu chính để sản xuất trong 01 năm
|
TT |
Tên nguyên vật liệu |
Quy cách (kích thước đơn vị: mm) |
Nơi sản xuất |
Đơn vị |
Dự tính lượng dùng 1 năm |
|
1 |
Tấm mô-đun pin |
158.75*158.75; 166*166; 182*182; 210*210 |
Việt Nam/Thái Lan/Trung Quốc |
tấm |
281.462.400 |
|
2 |
Kính |
Độ dày 3.2mm, độ dày 2.0mm |
Việt Nam/Thái Lan/Trung quốc |
tấm |
Kính đơn 3.900.000; kính hai lớp 7.800.000 |
|
3 |
EVA、POE |
Độ rộng 1030mm/ độ rộng 1118mm |
Trung quốc |
m² |
19.751.706 |
|
4 |
Ốp lưng |
Độ rộng 1044mm, Độ rộng 1132mm |
Trung quốc |
m² |
10.061.329 |
|
5 |
Dây thiếc hàn (7%Pb; 11%Zn; 82%Cu) |
Đường kính 0,32 - 0.35mm |
Trung quốc |
kg |
1.087.832 |
|
6 |
Thanh dẫn A |
0.35*6mm (độ dày*rộng) |
Trung quốc |
kg |
223.860 |
|
Thanh dẫn B |
0.3×6mm (độ dày*rộng) |
213.220 |
|||
|
Thanh dẫn C |
0.35×5mm(độ dày*rộng) |
212.210 |
|||
|
Thanh dẫn D |
0.3×7mm (độ dày*rộng) |
223.870 |
|||
|
7 |
Hộp kết nối |
Đường kính 4mm² |
ViệtNam/Trung Quốc |
Bộ |
3.900.000 |
|
8 |
Khung |
40*35 mm; 35*5mm; 35*30mm; 35*28mm; 30*30mm |
ViệtNam/Trung Quốc |
Bộ |
3.900.000 |
|
9 |
Keo |
Keo một thành phần 230g |
ViệtNam/Trung Quốc |
Kg |
897.000 |
|
TT |
Tên nguyên vật liệu |
Quy cách (kích thước đơn vị: mm) |
Nơi sản xuất |
Đơn vị |
Dự tính lượng dùng 1 năm |
|
|
|
(khung +hộp kết nối) |
|
|
|
|
10 |
Keo |
Keo hai thành phần: keo A: 33.5g, keo B:6.5g |
ViệtNam/Trung Quốc |
Kg |
130.650; 25.250 |
(Nguồn: Báo cáo đề xuất dự án, 2021)
Bảng 1. 4. Danh sách nhu cầu phụ liệu sản xuất
|
TT |
Nguyên/vật liệu |
Quy cách |
Nơi sản xuất |
Đơn vị |
Dự tính lượng dùng 1 năm |
|
1 |
Tem |
125×90 |
Việt Nam |
Cái |
1.850.000 |
|
2 |
Tem |
50×10 |
Việt Nam |
Cái |
5.550.000 |
|
3 |
Mực in tem |
A5095BK 60mm |
Việt Nam |
mm |
93.600.000 |
|
4 |
Mực in tem |
A5095BK 100mm |
Việt Nam |
mm |
248.400.000 |
|
5 |
Nước trợ hàn |
ANX-3012 |
Việt Nam |
L |
9.000 |
|
6 |
Băng dính 3M |
UV-16mm 8mm |
Việt Nam |
Cuộn |
18.000 |
|
7 |
Màng bọc |
W=500mm |
Việt Nam |
kg |
30.600 |
|
W=1200mm |
Việt Nam |
kg |
9.000 |
||
|
8 |
Dây đai |
W=16 |
Việt Nam |
m |
2.700.000 |
|
9 |
Cao bản |
1675*1025*120 |
Việt Nam |
Cái |
90.000 |
|
10 |
Thùng giấy |
1630*980*1035 |
Việt Nam |
Cái |
69.228 |
|
1630*980*1035 |
Việt Nam |
Cái |
90.000 |
||
|
11 |
Ốp góc |
50*50*1035 |
Việt Nam |
Cái |
276.923.077 |
|
12 |
Thiếc hàn |
Sn60%pb40% flux2% |
Việt Nam |
kg |
3.600 |
(Nguồn: Báo cáo đề xuất dự án, 2021)
Các máy móc, thiết bị phục vụ quá trình sản xuất của dự án được vận chuyển bằng ô tô tải có trọng tải từ 7 – 15 tấn. Máy móc, thiết bị phục vụ cho quá trình sản xuất của dự án được thể hiện trong bảng sau:
Bảng 1. 5. Máy móc, thiết bị phục vụ cho quá trình sản xuất của dự án
|
STT |
Tên máy |
Xuất xứ - Năm sản xuất |
Số lượng |
Ghi chú |
|
I |
Dây chuyền sản xuất |
|
|
|
|
1 |
Máy cắt tia laser |
Nhật Bản - 2021 |
3 |
Mới 100% |
|
2 |
Máy lên liệu kính |
Nhật Bản - 2021 |
2 |
Mới 100% |
|
3 |
Máy cắt và đặt Eva |
Hàn Quốc - 2021 |
4 |
Mới 100% |
|
4 |
Máy hàn tự động tốc độ cao |
Nhật Bản - 2021 |
8 |
Mới 100% |
|
5 |
Máy xếp chuỗi mô-đun pin tự động |
Nhật Bản - 2021 |
8 |
Mới 100% |
|
6 |
Máy hàn thanh tự động |
Nhật Bản - 2021 |
3 |
Mới 100% |
|
7 |
Máy dán băng keo tự động |
Đài Loan - 2021 |
2 |
Mới 100% |
|
8 |
Máy cắt tấm ốp |
Hàn Quốc - 2021 |
2 |
Mới 100% |
|
9 |
Máy ép |
Nhật Bản - 2021 |
4 |
Mới 100% |
|
10 |
Máy EL |
Đài Loan - 2021 |
3 |
Mới 100% |
|
11 |
Cánh tay robot thay kính |
Nhật Bản - 2021 |
2 |
Mới 100% |
|
12 |
Máy dán cạnh tự động |
Đài Loan - 2021 |
4 |
Mới 100% |
|
13 |
Máy cán ép lớp |
Hàn Quốc - 2021 |
16 |
Mới 100% |
|
14 |
Máy gọt bavia tự động |
Hàn Quốc - 2021 |
2 |
Mới 100% |
|
15 |
Thử nghiệm EL (sau ép tầng) EL |
Đài Loan - 2021 |
2 |
Mới 100% |
|
16 |
Máy đóng khung tự động |
Hàn Quốc - 2021 |
4 |
Mới 100% |
|
17 |
Máy hàn tự động hộp kết nối |
Nhật Bản - 2021 |
4 |
Mới 100% |
|
18 |
Máy nhỏ keo tự động hộp kết nối |
Đài Loan - 2021 |
2 |
Mới 100% |
|
19 |
Dây chuyền làm đông cứng keo tự động |
Đài Loan - 2021 |
2 |
Mới 100% |
|
20 |
Máy ép khung góc tự động |
Đài Loan - 2021 |
4 |
Mới 100% |
|
21 |
Máy kiểm tra IV |
Nhật Bản - 2021 |
2 |
Mới 100% |
|
22 |
Máy KT thử nghiệm điện áp tự động |
Nhật Bản - 2021 |
4 |
Mới 100% |
|
23 |
Máy EL chụp kiểm tra modun |
Nhật Bản - 2021 |
4 |
Mới 100% |
|
24 |
Máy dán nhãn tự động |
Đài Loan - 2021 |
4 |
Mới 100% |
|
25 |
Thiết bị phân loại sản phẩm dòng điện |
Việt Nam - 2021 |
2 |
Mới 100% |
|
STT |
Tên máy |
Xuất xứ - Năm sản xuất |
Số lượng |
Ghi chú |
|
I |
Dây chuyền sản xuất |
|
|
|
|
26 |
Máy hỗ trợ tay |
Việt Nam - 2021 |
8 |
Mới 100% |
|
27 |
Băng chuyền |
Việt Nam - 2021 |
4 |
Mới 100% |
|
II |
Thiết bị khác |
|
|
|
|
1 |
Hạng mục điện (gồm 2 máy biến áp) |
Việt Nam - 2021 |
1 |
Mới 100% |
|
2 |
Máy biến áp |
Việt Nam - 2021 |
2 |
Mới 100% |
|
3 |
Dây cáp điện |
Việt Nam - 2021 |
1 |
Mới 100% |
|
4 |
Hệ thống thông gió lọc khí, hút bụi |
Việt Nam - 2021 |
3 |
Mới 100% |
|
5 |
Hệ thống PCCC |
Việt Nam - 2021 |
1 |
Mới 100% |
|
6 |
Thiết bị khác (xe nâng,…) |
Việt Nam - 2021 |
2 |
Mới 100% |
(Nguồn: Thuyết minh điều chỉnh dự án)
1.4.3.Nguồn cung cấp điện
Nguồn điện cấp cho dự án được lấy từ cột đấu nối của đường dây 35kV của khu công nghiệp. Cáp nguồn dùng 2 sợi cáp 35kV, Cu/XLPE/PVC/DSTA/PVC-W 3x240mm2. Cáp điện có chống thấm dọc, chống thấm ngang. Cáp trung thế được luồn trong ống bảo vệ HDPE đi ngầm đất dẫn tới tủ trung thế ở xưởng 01. Từ đây, phân phối tới các máy biến áp. Dựa vào tổng công suất tính toán, chọn trạm biến áp là 19MVA. Trạm biến áp được lắp bên trong nhà tại nhà xưởng lắp ráp 01.
Bảng 1. 6. Bảng tính toán nhu cầu sử dụng điện của dự án
|
TT |
Tên Phụ tải |
Công suất |
Hệ số đồng thời |
Ptt (kW) |
cosφ |
|
1 |
Dây chuyền sản xuất lắp ráp pin (6 dây chuyền công suất 1500kW/1 dây chuyền) |
9.000 |
1 |
9.000 |
0,85 |
|
2 |
Phụ tải chiếu sáng, ổ cắm nhà xưởng, phụ tải nhà văn phòng |
465 |
1 |
465 |
0,85 |
|
3 |
Phụ tải nhà ăn |
350 |
1 |
350 |
0,85 |
|
4 |
Phụ tải nhà bảo vệ (2 nhà) |
36 |
1 |
36 |
0,85 |
|
5 |
Phụ tải cho bơm nước sinh hoạt |
20 |
1 |
20 |
0,85 |
|
6 |
Phụ tải nhà kho, trạm xử lý nước thải |
100 |
1 |
100 |
0,85 |
|
7 |
Phụ tải cho điều hòa thông gió |
4.5000 |
1 |
4.500 |
0,85 |
|
10 |
Tổng |
|
|
14.471 |
|
|
|
Hệ số đồng thời |
|
|
1.0 |
|
|
|
Tổng công suất yêu cầu |
|
|
14.471 |
|
|
|
Dự phòng 10% |
|
|
1.447 |
|
|
Tổng công suất tính toán chọn máy biến áp (KVA) |
15.918 |
18.727,1 |
|||
(Nguồn: Thuyết minh thiết kế cơ sở, 2021)
1.4.4.Nguồn cung cấp nước
Nước cấp cho toàn bộ dự án sẽ được đấu nối từ đường ống cấp nước phân phối D160 (trên tuyến đường số D2) của CCN An Ninh bằng đường ống HDPE DN150 + đồng hồ đo nước, tuyến ống cấp nước này đi ngầm dẫn nước về bể nước ngầm của dự án.
Nhu cầu dùng nước của dự án:
- Nước sinh hoạt cho người lao động: 25 l/người.ngày
- Nước cho căng tin nhân viên: 15 l/người.ngày
- Nước dùng cho nhà bếp: 18 l/suất.ngày
- Nước tưới cây và rửa đường: 1 l/m2.ngày
- Nước cho hệ thống tháp giải nhiệt: 350m3/ngày (sử dụng tuần hoàn).
Tính toán nhu cầu sử dụng nước của dự án được thể hiện chi tiết trong bảng sau:
Bảng 1. 7. Tính toán nhu cầu dùng nước của dự án
|
TT |
Đối tượng |
Quy mô |
Tiêu chuẩn cấp nước |
Lưu lượng |
Ký hiệu |
||
|
1 |
Nhân viên văn phòng |
33 |
Người |
15 |
l/người.ngày |
0,495 |
Q1 |
|
2 |
Công nhân xưởng |
487 |
Người |
25 |
l/người.ngày |
12,175 |
Q2 |
|
3 |
Bếp |
510 |
Suất |
18 |
l/suất.ngày |
9,18 |
Q3 |
|
4 |
Tưới |
15.812 |
m2 |
1 |
l/m2.ngày |
15,8 |
Q4 |
|
TT |
Đối tượng |
Quy mô |
Tiêu chuẩn cấp nước |
Lưu lượng |
Ký hiệu |
||
|
5 |
Dự phòng |
10 |
% (Q1+Q2+Q3) |
12,67 |
|
2,185 |
Q5 |
|
6 |
Tổng nhu cầu dùng nước trung bình |
39,847 |
Qshtb |
||||
|
7 |
Nhu cầu dùng nước ngày lớn nhất (Kn = 1,2) |
47,816 |
Qshmax |
||||
|
8 |
Nước cấp cho hệ thống tháp giải nhiệt (sử dụng tuần hoàn) |
350 |
Qsx |
||||
Nước dự trữ cho chữa cháy tách riêng hoàn toàn với nước sinh hoạt. Chi tiết thể hiện trong hồ sơ Phòng cháy chữa cháy.
>>> XEM THÊM: Báo cáo đề xuất cấp giấy phép môi trường nhà máy sản xuất sứ vệ sinh cao cấp
CÔNG TY CỔ PHẦN TƯ VẤN ĐẦU TƯ & THIẾT KẾ XÂY DỰNG MINH PHƯƠNG
Địa chỉ: 28B Mai Thị Lựu - Khu phố 7, Phường Tân Định, TP.HCM
Hotline: (028 22 142 126 - 0903 649 782
Email: minhphuong.corp@yahoo.com.vn hoặc thanhnv93@yahoo.com.vn
Website: www.minhphuongcorp.com: www.khoanngam.com; www.lapduan.com;



Tin liên quan
- › Báo cáo đề xuất cấp GPMT Nhà máy sản xuất thuốc và thực phẩm chức năng
- › Báo cáo đề xuất cấp giấy phép môi trường dự án sản xuất trồng hoa giống
- › Báo cáo đề xuất cấp GPMT dự án nhà máy sản xuất phân bón
- › Báo cáo đề xuất cấp giấy phép môi trường dự án Nhà máy sản xuất bê tông
- › Báo cáo đề xuất cấp Giấy phép môi trường Dự án Nhà máy chế biến muối biển
- › Báo cáo đề xuất cấp GPMT nhà máy sản xuất gỗ trang trí nội thất
- › Báo cáo đề xuất cấp giấy phép môi trường (GPMT) Công ty sản xuất tơ tằm
- › Báo cáo đề xuất cấp giấy phép môi trường dự án Trung tâm thương mại dịch vụ
- › Báo cáo đánh giá tác động môi trường Dự án trang trại chăn nuôi lợn
- › Hồ sơ đề nghị cấp giấy phép môi trường dự án nhà máy bột cá
Bình luận (0)
HOTLINE
![]()
HOTLINE: 0914526205
Mail: nguyenthanhmp156@gmail.com




HOTLINE
![]()
HOTLINE: 0914526205
Mail: nguyenthanhmp156@gmail.com








Gửi bình luận của bạn