Báo cáo đề xuất cấp giấy phép môi trường nhà máy sản xuất phụ tùng xe
Báo cáo đề xuất cấp (GPMT) giấy phép môi trường nhà máy sản xuất phụ tùng xe ô tô, xe máy, xe điện, xe đạp có trợ lực với tổng khối lượng 1.700 tấn/năm.
Ngày đăng: 15-11-2025
369 lượt xem
CHƯƠNG I. THÔNG TIN CHUNG VỀ DỰ ÁN ĐẦU TƯ.. 8
1.3. Công suất, công nghệ, sản phẩm sản xuất của dự án đầu tư. 11
1.3.1. Công suất dự án đầu tư. 11
1.3.2. Công nghệ sản xuất của dự án. 12
1.4.1. Giai đoạn thi công xây dựng. 22
1.4.2. Giai đoạn vận hành dự án. 23
1.5. Các thông tin khác liên quan đến dự án đầu tư. 27
1.5.1. Quy mô hạng mục công trình của dự án. 27
1.5.2. Danh mục máy móc thiết bị phục vụ dự án. 28
1.5.3. Tiến độ thực hiện dự án. 29
1.5.4. Tổng vốn đầu tư của cơ sở. 29
CHƯƠNG II. SỰ PHÙ HỢP CỦA DỰ ÁN ĐẦU TƯ VỚI QUY HOẠCH, KHẢ NĂNG CHỊU TẢI CỦA MÔI TRƯỜNG.. 31
2.2. Sự phù hợp của dự án đầu tư đối với khả năng chịu tải của môi trường. 34
CHƯƠNG III. ĐÁNH GIÁ HIỆN TRẠNG MÔI TRƯỜNG.. 35
NƠI THỰC HIỆN DỰ ÁN ĐẦU TƯ.. 35
4.1.1. Đánh giá, dự báo các tác động. 36
4.1.2. Đề xuất biện pháp, công trình bảo vệ môi trường. 48
4.1.2.1. Biện pháp giảm thiểu tác động xấu tới môi trường nước. 52
4.1.2.2. Biện pháp giảm thiểu tác động xấu của CTR.. 53
4.2.2.3. Biện pháp giảm thiểu tác động xấu tới môi trường không khí 53
4.1.2.4. Biện pháp phòng ngừa, giảm thiểu tác động xấu của tiếng ồn, độ rung. 54
4.1.2.5. Biện pháp phòng ngừa, giảm thiểu khác. 55
4.2. Đánh giá tác động và đề xuất biện pháp, công trình bảo vệ môi trường trong giai vận hành 55
4.2.1. Đánh giá tác động trong quá trình vận hành. 55
4.2.1.1. Tác động của nước thải 55
4.2.1.2. Tác động của khí thải 60
4.2.1.3. Tác động của chất thải rắn. 66
4.2.2.1. Công trình, biện pháp thoát nước mưa, thu gom và xử lý nước thải 69
4.2.2.2. Công trình, biện pháp xử lý bụi, khí thải 90
4.2.2.3. Công trình, biện pháp lưu giữ, xử lý chất thải rắn thông thường. 95
4.2.2.4. Công trình, biện pháp lưu giữ, xử lý chất thải nguy hại 97
4.2.2.5. Công trình, biện pháp giảm thiểu tiếng ồn, độ rung. 99
4.2.2.6. Phương án phòng ngừa, ứng phó sự cố môi trường. 101
4.3. Tổ chức thực hiện các công trình, biện pháp bảo vệ môi trường. 106
4.4. Nhận xét về mức độ chi tiết, độ tin cậy của các kết quả đánh giá, dự báo. 107
CHƯƠNG V. PHƯƠNG ÁN CẢI TẠO, PHỤC HỒI MÔI TRƯỜNG, PHƯƠNG ÁN BỒI HOÀN ĐA DẠNG SINH HỌC.. 109
CHƯƠNG VI. NỘI DUNG ĐỀ NGHỊ CẤP GIẤY PHÉP MÔI TRƯỜNG.. 110
6.1. Nội dung đề nghị cấp phép đối với nước thải 110
6.2. Nội dung đề nghị cấp phép đối với khí thải 112
6.3. Nội dung đề nghị cấp phép đối với tiếng ồn, độ rung (nếu có). 112
6.4. Nội dung đề nghị cấp phép đối với chất thải nguy hại 113
6.5. Nội dung đề nghị cấp phép đối với chất thải thông thường. 115
7.1. Kế hoạch vận hành thử nghiệm các công trình xử lý chất thải của dự án. 118
7.1.1. Thời gian dự kiến vận hành thử nghiệm.. 118
7.2. Chương trình quan trắc chất thải (tự động, liên tục và định kỳ) theo quy định của pháp luật 120
7.2.1. Chương trình quan trắc môi trường định kỳ. 120
7.2.4. Kinh phí thực hiện quan trắc môi trường hàng năm.. 121
CHƯƠNG VIII. CAM KẾT CỦA CHỦ DỰ ÁN ĐẦU TƯ...122
CHƯƠNG I. THÔNG TIN CHUNG VỀ DỰ ÁN ĐẦU TƯ
1.1.Tên chủ dự án
CÔNG TY TNHH SẢN XUẤT THƯƠNG MẠI ...
Địa chỉ văn phòng: xã Nguyễn Trãi, tỉnh Hưng Yên.
Người đại diện theo pháp luật: Bà ...
Số điện thoại:
Chức vụ: Giám đốc
Giấy chứng nhận đăng ký doanh nghiệp số........ do Phòng đăng ký kinh doanh - Sở Kế hoạch và Đầu tư tỉnh Hưng Yên cấp lần đầu ngày 09/04/2025.
Giấy chứng nhận đăng ký đầu tư mã số dự án: ........do Sở tài chính tỉnh Hưng Yên chứng nhận lần đầu ngày 09/6/2025.
1.2. Tên dự án
“Nhà máy sản xuất phụ tùng xe”
Địa điểm thực hiện dự án: Dự án được xây dựng tại một khu đất có tổng diện tích khoảng 7.200 m2 thuộc Ô CN-08D, Cụm Công nghiệp Quảng Lãng – Đặng Lễ, xã Nguyễn Trãi, tỉnh Hưng Yên.
*) Vị trí giáp ranh của cơ sở:
+ Phía Bắc giáp đất ô đất của CCN;
+ Phía Nam đường của CCN;
+ Phía Đông đường của CCN;
+ Phía Tây đường của CCN.
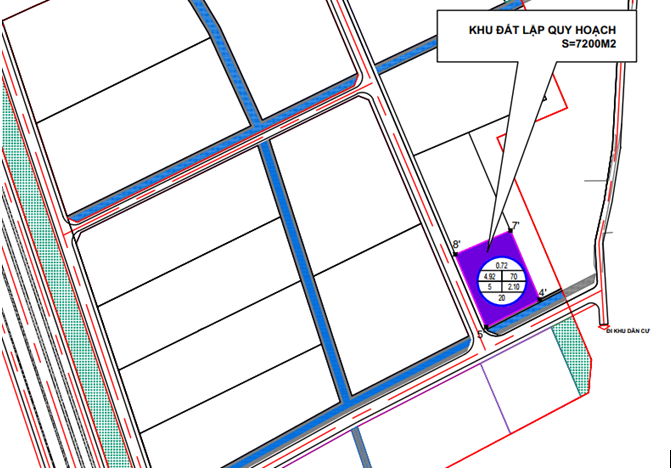

Hình 1. 1. Vị trí địa lý khu vực thực hiện Dự án
Bảng 1. 1. Tọa độ khu vực dự án
|
Điểm |
Tọa độ X |
Tọa độ Y |
|
1 |
2299950.985 |
559137.060 |
|
2 |
2299921.218 |
559068.260 |
|
3 |
2299830.520 |
559106.730 |
|
4 |
2299864.870 |
559173.610 |
*) Cơ quan thẩm định thiết kế xây dựng, cấp các loại giấy phép có liên quan đến môi trường, phê duyệt dự án:
- Cơ quan thẩm định thiết kế xây dựng: Ban Quản lý các KCN tỉnh Hưng Yên.
- Cơ quan cấp các loại giấp phép có liên quan đến môi trường của dự án đầu tư: UBND tỉnh Hưng Yên.
*) Quy mô của dự án đầu tư:
Dự án có tổng vốn đầu tư 51.916.800.000 đồng (phân loại theo tiêu chí quy định của pháp luật về đầu tư công): Dự án đầu tư nhóm C (dự án thuộc lĩnh vực công nghiệp có tổng mức đầu dưới 90 tỷ đồng).
*) Loại hình sản xuất kinh doanh dịch vụ:
Theo Giấy chứng nhận đăng ký đầu tư mã số dự án: ........ do Sở tài chính tỉnh Hưng Yên chứng nhận lần đầu ngày 09/6/2025: Công ty TNHH sản xuất thương mại ...Hưng Yên đăng ký thực hiện mục tiêu:
|
STT |
Mục tiêu hoạt động
|
Mã ngành theo VSIC (Mã ngành cấp 4) |
|
1 |
Sản xuất phụ tùng và bộ phận phụ trợ cho xe ô tô và xe có động cơ khác Chi tiết: Sản xuất các phụ tùng và bộ phận phụ trợ cho xe ô tô, xe máy, xe điện, xe đạp có trợ lực |
2930 |
|
2 |
Gia công cơ khí; xử lý và tráng phủ kim loại Chi tiết: Sản xuất sản phẩm cơ khí |
2592 |
|
3 |
Kinh doanh bất động sản, quyền sử dụng đất thuộc chủ sở hữu, chủ sử dụng hoặc đi thuê Chi tiết: Cho thuê nhà xưởng công nghiệp |
6810 |
Như vậy, dự án không thuộc loại hình sản xuất, kinh doanh, dịch vụ có nguy cơ gây ô nhiễm môi trường tại phụ lục II, nghị định 05/2025/NĐ-CP.
*) Phân loại dự án đầu tư:
Dự án có tiêu chí về môi trường tương đương dự án nhóm III được quy định tại điểm b, khoản 5, điều 28 Luật Bảo vệ môi trường và quy định tại mục 2, Phụ lục V, Nghị định 05/2025/NĐ-CP ngày 06/01/2025 của Chính phủ.
Tuy nhiên, theo điểm đ và điểm e, khoản 1, điều 26 của Nghị định số 131/2025/NĐ-CP ngày 12/6/2025 của Chính phủ quy định phân định thẩm quyền của chính quyền địa phương 02 cấp trong lĩnh vực quản lý nhà nước của Bộ Nông nghiệp và Môi trường. Dự án có phát sinh khí thải xả ra môi trường phải được xử lý với tổng lưu lượng từ 2.000 m3/giờ trở lên khi đi vào vận hành chính thức. Có phát sinh thường xuyên chất thải nguy hại với tổng khối lượng từ 100kg/tháng trở lên hoặc từ 1.200kg/năm trở lên và có phát sinh nước thải hoặc khí thải phải xử lý xả ra môi trường trong quá trình vận hành. Thì dự án có giấy phép môi trường thuộc thẩm quyền của UBND tỉnh.
Do đó, dự án phải làm hồ sơ giấy phép môi trường trình Sở Nông nghiệp và Môi trường tỉnh Hưng Yên thẩm định và UBND tỉnh Hưng Yên phê duyệt.
1.3. Công suất, công nghệ, sản phẩm sản xuất của dự án đầu tư
1.3.1. Công suất dự án đầu tư
Theo Giấy chứng nhận đăng ký đầu tư mã số dự án: ...do Sở tài chính tỉnh Hưng Yên chứng nhận lần đầu ngày 09/6/2025 thì quy mô, công suất của Dự án như sau:
- Mục tiêu của dự án:
+ Sản xuất phụ tùng và bộ phận phụ trợ cho xe ô tô và xe có động cơ khác, chi tiết: Sản xuất các phụ tùng và bộ phận phụ trợ cho xe ô tô, xe máy, xe điện, xe đạp có trợ lực.
+ Gia công cơ khí; xử lý và tráng phủ kim loại, chi tiết: Sản xuất sản phẩm cơ khí.
+ Kinh doanh bất động sản, quyền sử dụng đất thuộc chủ sở hữu, chủ sử dụng hoặc đi thuê, Chi tiết: Cho thuê nhà xưởng công nghiệp.
- Quy mô sản xuất:
+ Bộ phụ tùng xe máy: 32.000 bộ;
+ Bộ phụ tùng xe điện: 17.000 bộ;
+ Bộ phụ tùng xe đạp có trợ lực: 22.000 bộ;
+ Sản phẩm cơ khí: 150.000 kg/năm;
+ Nhà xưởng công nghiệp cho thuê: 3.000 m².
1.3.2. Công nghệ sản xuất của dự án
Các sản phẩm của dự án khác nhau về kích thước, hình dáng,…. tuy nhiên về cơ bản có trình tự sản xuất giống nhau. Các sản phẩm đều đi từ phôi sắt nguyên liệu ban đầu qua các công đoạn gia công thành hình, tạo thành phẩm hoặc bán thành phẩm. Tùy theo yêu cầu của khách hàng được xuất hàng, đưa đi sơn. Tại dự án có thực hiện công đoạn sơn theo yêu cầu của đơn hàng. Trong đó, khoảng 10% sản phẩm không sơn, 10% sản phẩm sơn ED (Sản phẩm sơn ED phụ thuộc vào yêu cầu của khách hàng, ước tính lượng sản phẩm sơn ED lớn nhất chiếm 10% tổng sản phẩm của dự án) và 80% là sơn bột.
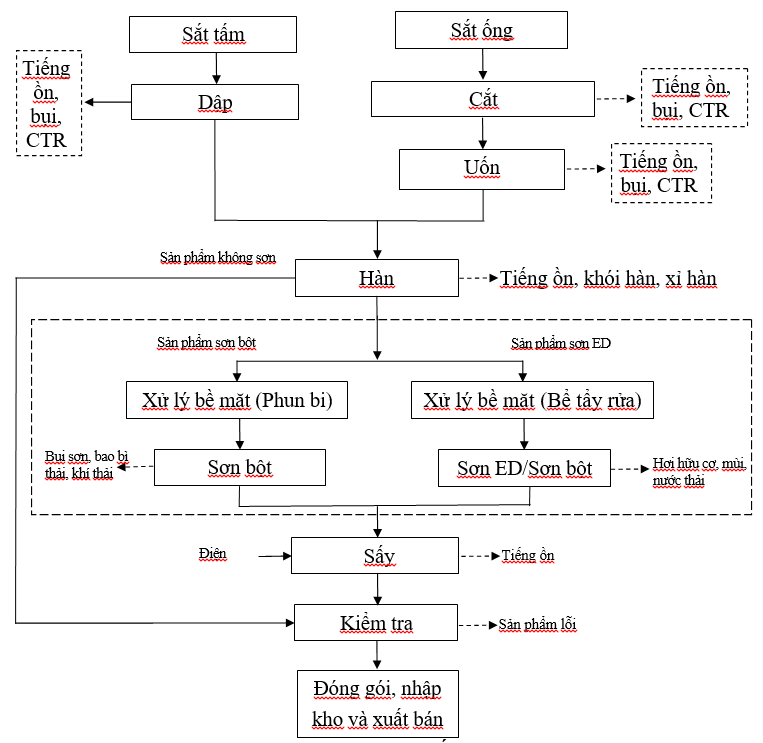
Hình 1. 2. Quy trình sản xuất của dự án
Thuyết minh quy trình:
* Nguyên liệu đầu vào:
Nguyên vật liệu chính đầu vào phục vụ cho hoạt động sản xuất của dự án là sắt; ngoài ra có các ngyên phụ liệu khác như sơn bột tĩnh điện, sơn ED, hoá chất tẩy rửa, bi sắt... Theo yêu cầu của bộ phận thiết kế kỹ thuật, phụ trách kho và vật tư sẽ liên hệ nhà cung cấp mua nguyên vật liệu đúng chủng loại theo đơn hàng để chuẩn bị sản xuất. Các nguyên vật liệu khi được nhập về nhà máy, được nhân viên kiểm tra kỹ lưỡng về số lượng, chủng loại, yêu cầu từng loại trước khi chuyển về khu bảo quản nguyên vật liệu.
- Nguyên liệu không đạt yêu cầu sẽ được gửi trả lại đơn vị cung ứng.
- Nguyên liệu đạt yêu cầu sẽ được cán bộ công nhân viên chuyển về khu vực kho bảo quản để chuẩn bị cho quá trình sản xuất.
* Khâu gia công cơ khí sản phẩm: Nguyên liệu sắt được đưa đến khu vực gia công để thực hiện gia công cơ khí theo đúng các kích thước yêu cầu, cụ thể:
- Sắt tấm: được đưa vào máy dập thành các phôi nhỏ theo thiết kế. Tại công đoạn này, sản phẩm được định hình sơ bộ, có thể tạo ra chi tiết rời hoặc bán thành phẩm.
- Sắt ống:
+ Các ống sắt được đưa vào máy cắt để cắt thành đoạn có chiều dài theo thiết kế. Thứ tự cắt lần lượt từ các thanh dài đến ngắn. Hạn chế dư thừa gây lãng phí.
+ Uốn: Các đoạn sắt sau khi cắt được chuyển vào máy uốn để tạo hình cong, góc, hoặc biến dạng theo thiết kế.
Các bán thành phẩm của sắt tấm và sắt ống tiếp tục chuyển sang công đoạn hàn. Hàn các chi tiết lại với nhau bằng phương pháp hàn khí.
* Sau khi thực hiện gia công cơ khícho sản phẩm và kiểm tra đạt yêu cầu, chi tiết kim loại được phân thành 02 dòng:
- Dòng sản phẩm xuất bán: là dòng sản phẩm không yêu cầu sơn: Sau khi gia công, chi tiết đạt yêu cầu được đưa đến khu vực đóng gói, nhập kho, chờ xuất hàng. Tỷ lệ sản phẩm không sơn chiếm 10% quy mô công suất của dự án tương đương 170 tấn sản phẩm/năm được đưa đến kho thành phẩm.
- Dòng bán thành phẩm: Đối với các chi tiết kim loại còn yêu cầu các bước sản xuất tiếp theo như sơn. Dòng sản phẩm này là bán thành phẩm được nhập kho chờ sản xuất tiếp theo.
Khối lượng các sản phẩm cần sơn chiếm 90% tổng quy mô công suất theo đăng ký của dự án, tương đương 1.530 tấn/năm. Trong đó, sơn ED là 170 tấn/năm và sơn bột là 1.530 tấn/năm. Trên thực tế tỷ lệ giữa sản phẩm sơn này sẽ có sự chênh lệch do yêu cầu của khách hàng.
Tại dự án sẽ đầu tư 02 dây chuyền sơn, gồm: 01 dây chuyền dây phun bi, sơn tĩnh điện tự động hoàn toàn; sử dụng công nghệ sơn bột tĩnh điện và 01 dây chuyển ED (sơn nhúng điện di).
Chi tiết quá trình sơn bột và sơn tĩnh điện được trình bày chi tiết tại phần dưới.
* Công đoạn sấy sau sơn: Sản phẩm sau sơn hoàn thiện sẽ được băng tải xích đưa sang khu vực buồng sấy điện, thời gian sấy 10-15 phút; nhiệt độ sấy tuỷ vào phương pháp sơn sẽ điều chỉnh phù hợp. Đối với sơn ED nhiệt độ sấy từ 140-180 oC, sơn bột nhiệt độ sấy từ 150-210oC. Nhiệt độ cần đạt được theo mức quy định để đảm bảo sơn bám dính chặt trên bề mặt kim loại cũng như tạo độ bền, bóng cho sản phẩm. Sau khi sấy xong, sản phẩm chạy ra khỏi buồng sấy, được để nguội tự nhiên, sau đó công nhân dỡ sản phẩm kết thúc quá trình sơn sấy.
* Kiểm tra:
Sau khi hoàn tất quá trình sấy và làm nguội, sản phẩm được chuyển sang công đoạn kiểm tra chất lượng lớp sơn nhằm đảm bảo đáp ứng yêu cầu kỹ thuật và thẩm mỹ. Sản phẩm đạt yêu cầu chuyển sang bước đóng gói, nhập kho và xuất bán. Sản phẩm lỗi (xước, sơn không đều) đưa trở lại công đoạn xử lý bề mặt và sơn lại.
* Đóng gói, nhập kho và xuất bán
Sau khi kiểm tra và đảm bảo đã hoàn thiện chính xác thì tiến hành đóng gói để tránh trầy xước, bụi bẩn. Nhập kho tại công ty và xuất bán theo đơn hàng.
* Quy trình xử lý bề mặt, sơn bột:
Tại dự án sẽ lắp đặt 01 dây chuyền phun bi, sơn bột tĩnh điện tự động. Sản phẩm cần sơn được treo lên các giá treo, tự động vào buồng phun bi; Sau đó, chuyển qua buồng phun sơn bột tĩnh điện; sau đó tiếp tục qua thiết bị sấy tạo sản phẩm hoàn thiện.
Quy trình xử lý bề mặt, sơn bột của dự án như sau:
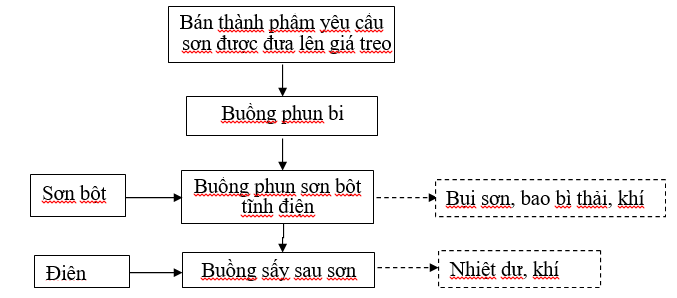
Hình 1. 3. Quy trình xử lý bề mặt, sơn bột
Thuyết minh quy trình:
Các chi tiết, bán thành phẩm sau gia công cơ khí được đưa lên giá treo chuyên dụng để chuẩn bị cho công đoạn sơn.
Việc treo sản phẩm đảm bảo thuận lợi cho quá trình di chuyển qua các buồng xử lý và giúp lớp sơn bám đều.
Buồng phun bi:
Sản phẩm được đưa qua buồng phun bi để làm sạch bề mặt, loại bỏ rỉ sét, bụi bẩn, dầu mỡ và tạp chất bằng tác động của các hạt bi thép nhỏ được bắn với tốc độ cao vào bề mặt sản phẩm.
Sau công đoạn này, sản phẩm có bề mặt sạch, nhẵn và đạt điều kiện tiêu chuẩn để tiến hành sơn phủ.
Buồng phun sơn bột tĩnh điện:
Sản phẩm đi vào buồng phun, nơi các súng phun sơn bột tĩnh điện được lắp đặt tự động.
Bột sơn được cấp từ phễu chứa, qua súng phun và được tích điện âm. Bề mặt sản phẩm nối đất mang điện tích dương.
Nhờ lực hút tĩnh điện, các hạt sơn bột bám đều và phủ kín bề mặt sản phẩm.
Sản phẩm sau sơn được đưa tới buồng sấy và tiếp tục quy trình như đã trình bày ở trên.
* Quy trình xử lý bề mặt, sơn ED:
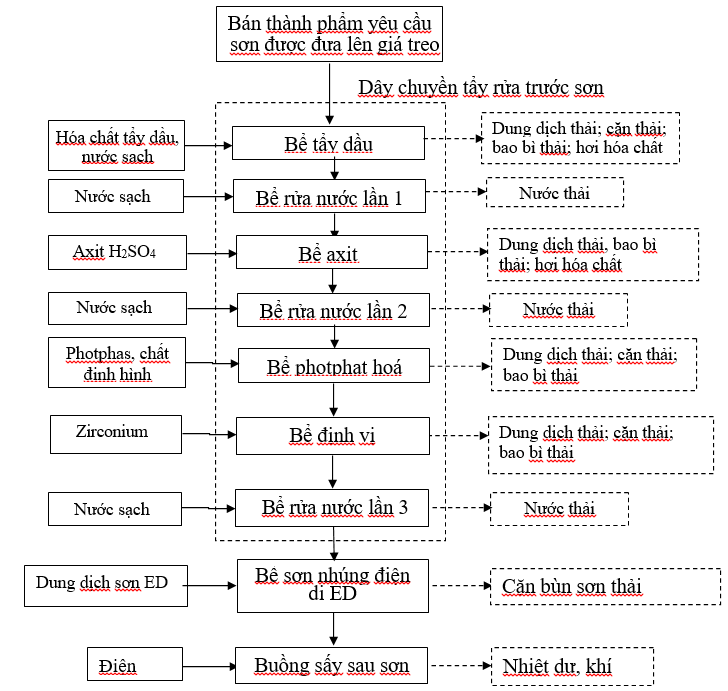
Hình 1. 4. Quy trình xử lý bề mặt sơn ED
Thuyết minh quy trình:
Các chi tiết, bán thành phẩm sau gia công cơ khí được đưa lên giá treo chuyên dụng để chuẩn bị cho công đoạn sơn.
Trước khi sơn ED, bán thành phẩm được di truyển vào khối bể tẩy rửa bề mặt làm sạch trước khi sơn nhằm tạo ra bề mặt sản phẩm sạch dầu mỡ, bụi bẩn và gỉ sét, đồng thời được phủ một lớp màng chuyển hóa photphat mỏng giúp tăng độ bám dính.
Dây chuyền tẩy rửa trước sơn là dây chuyền gồm 07 bể với kích thước mỗi bể 1,6x1,5x1,5 (m), được làm bằng thép bọc Composite, có hệ thống giá treo chuyển động để treo các giỏ hàng nhúng lần lượt đưa qua các bể của dây chuyền. Đối với các bể rửa nước, chia thành 02 ngăn, sản phẩm qua ngăn 1 sau đó nhúng tiếp qua ngăn 02, hàng ngày thải nước ngăn 1, chuyển nước ngăn 2 sang ngăn 1, bổ sung nước sạch vào ngăn 2. Dự án sử dụng biện pháp tẩy rửa là rửa nhúng.
+ Bể tẩy dầu: Các bán thành phầm theo dây chuyền treo sản phẩm vào bể tẩy dầu nhằm loại bỏ dầu mỡ, bụi bẩn, mạt gia công cơ khí còn bám trên bề mặt kim loại. Đây là công đoạn cực kỳ quan trọng, nếu không xử lý sạch thì lớp sơn sẽ dễ bong tróc. Tại đây, dầu mỡ tác dụng với dung dịch kiềm, phản ứng xà phòng hóa xảy ra, làm dầu mỡ bị hòa tan.
Các giỏ hàng được nhúng trong bể trong điều kiện phòng, thực hiện nhúng 02 lần liên tiếp, thời gian nhúng khoảng từ 3-5 phút/lần. Hàng ngày thực hiện kiểm tra dung dịch trong bể, bổ sung nước, hoá chất tẩy dầu đảm bảo hiệu quả tẩy dầu mỡ. Hàng ngày kiểm tra, vớt váng dầu đưa về khu lưu giữ chất thải nguy hại, định kỳ thuê đơn vị có chức năng thu gom, xử lý. Định kỳ 01 tháng/lần thay thế toàn bộ dung dịch tẩy dầu; lúc này thực hiện pha dung dịch tẩy dầu mới để thực hiện sản xuất. Dung dịch tẩy dầu theo đường ống dẫn về hệ thống xử lý nước thải sản xuất của dự án. Bán thành phẩm sau khi tẩy dầu xong được đưa sang bể rửa nước lần 1.
Bể tẩy dầu được pha hóa chất tẩy dầu chuyên dụng là bột tẩy dầu trung tính (Là chất tẩy dầu hệ kiềm, nhưng tính chất lại trung tính bởi nó không ăn mòn nền kim loại màu). Pha bột với tỷ lệ 20g bột tẩy dầu (thành phần NaOH chiếm 10%) trong 01 lit nước sạch. Đầu tiên đưa nước sạch vào bể với lượng 0,5 m3, đưa hoá chất tẩy dầu vào với lượng theo yêu cầu, bổ sung nước đến dung tích 1 m3. Dung dịch tẩy rửa sau pha có tính kiềm nhẹ, đảm bảo điều kiện cho hoạt động sản xuất. Việc thực hiện kiểm tra, bổ sung nước hoá chất hàng ngày thực hiện theo khuyến cáo của nhà sản xuất.
+ Bể rửa nước lần 1: Tiếp tục sản phẩm qua bể rửa nước lần 1 – rửa nước thường. Tại bể thực hiện phương pháp rửa nhúng. Bán thành phẩm được nhúng 02 lần liên tiếp trong trong 02 ngăn của bể rửa để rửa loại bỏ tạp chất bám dính, bụi bẩn trên bán thành phẩm. Lượng nước cấp trong mỗi ngăn bể là 1 m3, đảm bảo khi nhúng sản phẩm, nước không bị tràn sang các bể hoá chất. Định kỳ hàng ngày, thải bỏ toàn bộ lượng nước trong ngăn 1, chuyển nước ngăn 2 sang ngăn 1, bổ sung nước sạch vào ngăn 2. Nước thải theo đường ống thu gom dẫn về hệ thống xử lý nước thải sản xuất của dự án. Lượng nước thải bỏ định kỳ hàng ngày khoảng 1 m3/ngày. Sau khi rửa nước lần 1, giỏ hàng được chuyển tiếp sang bể axit.
+ Bể axit: Tiếp tục sản phẩm qua bể axit, để loại bỏ lớp gỉ sét, oxit sắt và cặn kim loại. Nguyên liệu chính bao gồm các loại axit vô cơ như HCl, H₂SO₄ loãng hoặc hỗn hợp axit khác kết hợp với nước sạch để tạo dung dịch tẩy rửa. Trong quá trình này, các hợp chất oxit sắt phản ứng với axit, tạo thành muối sắt tan trong dung dịch và nước. Các phản ứng tiêu biểu gồm:
- Fe₂O₃ + 6HCl → 2FeCl₃ + 3H₂O
- FeO + 2HCl → FeCl₂ + H₂O.
Nhờ đó, lớp gỉ sét được loại bỏ, giúp bề mặt kim loại sạch và sáng hơn.
Bể axit được pha dung dịch axit vô cơ chuyên dụng (thường là HCl hoặc H₂SO₄ loãng), với nồng độ dung dịch trong khoảng 5% – 10% theo yêu cầu xử lý bề mặt kim loại. Đầu tiên đưa nước sạch vào bể với lượng khoảng 0,5 m³, sau đó châm axit với khối lượng tính toán theo nồng độ cần đạt, tiếp tục bổ sung nước sạch đến dung tích 1 m³/bể. Trong quá trình vận hành, cần kiểm tra pH và nồng độ axit hàng ngày, đồng thời thực hiện bổ sung dung dịch axit theo khuyến cáo của nhà sản xuất để đảm bảo hiệu quả tẩy gỉ, oxit sắt và cặn bám trên bề mặt kim loại. Hóa chất thải bỏ được vận chuyển đi xử lý như chất thải nguy hại.
+ Bể rửa nước lần 2: Các giỏ hàng sau khi qua bể axit được đưa sang rửa nước lần 2 – rửa nước thường. Tại bể thực hiện phương pháp rửa nhúng. Bán thành phẩm được nhúng 02 lần liên tiếp trong bể rửa. Lượng nước cấp trong ngăn bể là 1 m3, đảm bảo khi nhúng sản phẩm, nước không bị tràn sang các bể hoá chất. Định kỳ hàng ngày, thải bỏ toàn bộ lượng nước trong bể và bổ sung nước sạch vào. Nước thải theo đường ống thu gom dẫn về hệ thống xử lý nước thải sản xuất của dự án. Lượng nước thải bỏ định kỳ hàng ngày khoảng 1 m3/ngày.
+ Bể photphat hoá: tục sản phẩm qua bể photphat hoá, quá trình này là tạo nên một lớp màng photphat bền chặt (thường là Zn₃(PO₄)₂ hoặc Mn₃(PO₄)₂) phủ trên bề mặt kim loại, giúp ngăn ngừa sự ăn mòn, chống gỉ và đồng thời tăng khả năng bám dính cho các lớp sơn phủ tiếp theo. Nguyên liệu sử dụng bao gồm dung dịch photphat kẽm kết hợp với axit photphoric, thêm các chất xúc tiến như NaNO₂, NaClO₃… cùng với nước sạch để tạo dung dịch xử lý. Khi thép được nhúng vào dung dịch, các ion Zn²⁺ và PO₄³⁻ trong dung dịch phản ứng với nhau, hình thành kết tủa muối photphat không tan bám đều trên bề mặt kim loại. Phản ứng điển hình: 3Zn²⁺ + 2PO₄³⁻ → Zn₃(PO₄)₂ ↓
Lớp màng này đóng vai trò như lớp bảo vệ trung gian, giúp tăng độ bền và chất lượng của sản phẩm kim loại.
+ Bể định vị: chi tiết kim loại sau khi qua bể rửa nước được chuyển sang bể định vị. Tại đây, bổ sung muối Zirconium. Nồng độ hoạt chất trong bể: thường từ khoảng 0.5% → 5% (w/v) đối với các hệ nước pha sẵn; nhiều hệ công nghiệp ở ngưỡng 0.5–2% thực tế. pH bể: thường axit nhẹ → trung tính (ví dụ pH ~2.5 → 5.5) — phụ thuộc công thức. Thời gian bán thành phẩm nhúng tại bể khoảng từ 30s-120s. bán thành phẩm tại đây sẽ được niêm phong lớp phốt-phát đã tạo: lấp đầy lỗ chân lông, giảm độ xốp và giảm khả năng thấm ẩm/ion. Cải thiện chống ăn mòn ban đầu. Lượng dung dịch sau pha là 1 m3. Định kỳ 24 tháng/lần thay thế toàn bộ dung dịch.
+ Bể rửa nước lần 3: Các giỏ hàng được chuyển tiếp sang bể rửa nước lần 3. Bể sử dụng nước để sửa sạch các tạp chất trên bề mặt chi tiết. Tại bể thực hiện phương pháp rửa nhúng. Bán thành phẩm được nhúng 02 lần liên tiếp trong bể rửa. Lượng nước cấp trong mỗi ngăn bể là 1 m3, đảm bảo khi nhúng sản phẩm, nước không bị tràn sang các bể hoá chất. Định kỳ hàng ngày, thải bỏ toàn bộ lượng nước trong bể rửa. Nước thải theo đường ống thu gom dẫn về hệ thống xử lý nước thải sản xuất của dự án. Lượng nước thải bỏ định kỳ hàng ngày khoảng 1 m3/ngày. Sau khi rửa nước lần 3, chi tiết được ra hàng lên giá treo để đưa vào công đoạn sấy khô.
+ Sơn nhúng điện di: sau khi sản phẩm được thực hiện tẩy rửa qua các bể, sẽ được di chuyển tới bể sơn nhúng điện di. Tại đây, sản phẩm cần sơn được nối với cực âm (catot), trong khi điện cực dương (anot) được đặt trong dung dịch sơn. Khi dòng điện một chiều được đưa vào, các hạt sơn mang điện tích sẽ di chuyển trong dung dịch và bám đều lên bề mặt sản phẩm, hình thành lớp sơn phủ đồng nhất. Sẽ tạo lớp phủ sơn đều, mịn và có độ bám dính cao trên toàn bộ bề mặt sản phẩm, kể cả những vị trí hốc khuất, nhờ tác dụng của lực điện trường. Nguyên liệu sử dụng là dung dịch sơn ED, trong đó thường chứa nhựa epoxy hoặc acrylic, chất tạo màng, dung môi và các chất phụ gia.. Quá trình này tạo ra nước thải chứa bùn sơn và dung dịch sơn dư, trong đó dung dịch còn lại sẽ được thu hồi và tuần hoàn sử dụng lại.
Sản phẩm sau sơn được đưa tới buồng sấy và tiếp tục quy trình như đã trình bày ở trên.
* Dây chuyền sơn ED của dự án gồm 7 bể, kích thước các bể là: dài x rộng x cao là 1,5(m) x 1,5(m) x 1,5(m).
1.3.2.2. Mục tiêu cho thuê kho, nhà xưởng
Công ty dự kiến cho các đơn vị thuê làm kho chứa hàng (chủ yếu là thiết bị điện tử, đồ gia dụng) và gia công cơ khí không có công đoạn làm sạch bề mặt bằng hóa chất và sơn, không cho thuê kho lưu giữ hóa chất, chất nổ, chất cấm, không cho thuê đối với loại hình có nguy cơ gây ô nhiễm môi trường (như giặt mài, tái chế phế liệu,...) theo tinh thần của Chỉ thị số 04/2009/CT-UBND ngày 31/3/2009 của UBND tỉnh Hưng Yên; không cho thuê đối với loại hình có tiềm ẩn ô nhiễm môi trường lớn theo quy định tại Phụ lục II, Nghị định số 05/2025/NĐ-CP.
- Diện tích cho thuê tối đa là 3.000 m2.
- Số lượng công nhân, lao động các dự án thuê kho, xưởng tối đa là 30 người, Chủ dự án có trách nhiệm thu gom, xử lý toàn bộ nước thải sinh hoạt phát sinh của các đơn vị thuê đảm bảo đạt QCĐP 01:2019/HY trước khi thải ra môi trường.
Trách nhiệm của đơn vị thuê kho, xưởng: trả phí thu gom, xử lý nước thải sinh hoạt và đấu nối nước thải sinh hoạt vào hệ thống xử lý nước thải tập trung của Công ty. Ngoài ra các đơn vị thuê nhà xưởng có trách nhiệm thu gom, thuê xử lý chất thải rắn thông thường và CTNH, xử lý bụi, khí thải phát sinh từ quá trình hoạt động của từng cơ sở. Thực hiện các thủ tục hành chính về môi trường theo quy định.
1.3.3. Sản phẩm của dự án
Danh mục các sản phẩm của dự án:
Bảng 1. 2. Danh mục sản phẩm của Công ty
|
STT |
Sản phẩm của dự án |
Số lượng |
|
1 |
Bộ phụ tùng xe máy |
32.000 bộ/năm tương đương 768 tấn/năm |
|
2 |
Bộ phụ tùng xe điện |
17.000 bộ/năm tương đương 408 tấn/năm |
|
3 |
Bộ phụ tùng xe đạp có trợ lực |
22.000 bộ/năm tương đương 374 tấn/năm |
|
4 |
Sản phẩm cơ khí |
150.000 kg/năm tương đương 150 tấn/năm |
|
5 |
Nhà xưởng công nghiệp cho thuê |
3.000 m2 |
Sản phẩm của dự án là: Bộ phụ tùng xe máy, Bộ phụ tùng xe điện, Bộ phụ tùng xe đạp có trợ lực, Sản phẩm cơ khí. Sản phẩm chi tiết, số lượng sản phẩm tuỳ theo yêu cầu của đơn hàng tại từng thời điểm. Trong đó có sản phẩm yêu cầu sơn bột, có sản phẩm yêu cầu sơn ED, có sản phẩm không yêu cầu sơn.
Dự kiến các loại sản phẩm của dự án được tổng hợp như sau:
|
TT |
Tên sản phẩm |
Khối lượng (Tấn/năm) |
|
1 |
Các sản phẩm cơ khí không yêu cầu sơn |
170 |
|
2 |
Các sản phẩm cơ khí yêu cầu sơn bột |
170 |
|
3 |
Các sản phẩm cơ khí yêu cầu sơn ED |
1.360 |
|
|
Tổng |
1.700 |
Hình ảnh một số sản phẩm của công ty:

Hình 1. 5. Hình ảnh một số sản phẩm của công ty sản xuất
1.4. Nguyên liệu, nhiên liệu, vật liệu, phế liệu, điện năng, hóa chất sử dụng, nguồn cung cấp điện, nước của dự án đầu tư
1.4.1. Giai đoạn thi công xây dựng
Dự án thực hiện xây dựng các hạng mục công trình trên tổng diện tích đất theo mặt bằng quy hoạch tổng thể là 7.200 m2.
Khối lượng các loại nguyên, vật liệu xây dựng chính của dự án được đơn vị tư vấn xây dựng tính toán dựa trên khối lượng xây dựng các hạng mục công trình. Các loại nguyên liệu này sẽ được mua từ các đại lý vật liệu xây dựng trên địa bàn tỉnh Hưng Yên và các khu vực lân cận.
Bảng 1. 3. Nhu cầu nguyên liệu cần sử dụng của dự án giai đoạn thi công
|
TT |
Tên nguyên liệu |
Đơn vị |
Khối lượng |
Khối lượng (tấn) |
|
1 |
Sắt, thép |
Tấn |
1.112,5 |
1.112,5 |
|
2 |
Xi măng |
Tấn |
1.554 |
1.554 |
|
3 |
Cát vàng |
m3 |
521 |
651,2 |
|
4 |
Đá dăm |
m3 |
1.250 |
1.875 |
|
5 |
Bê tông thương phẩm |
Tấn |
1.425 |
1.425 |
|
6 |
Gạch lát nền và ốp tường |
viên |
3.565 |
4,27 |
|
7 |
Tôn lợp + phụ kiện |
m2 |
3.760 |
13,27 |
|
8 |
Que hàn |
Kg |
355 |
0,355 |
|
9 |
Gạch chỉ 6,5x 10,5x22 |
Viên |
685.000 |
1.575,5 |
|
10 |
Sơn tường |
Kg |
1.015 |
1,015 |
|
11 |
Nhôm |
tấn |
705,2 |
705,2 |
|
12 |
Kính |
Tấn |
275 |
275 |
|
13 |
Cống tròn, cống hộp bê tông |
Đoạn |
124 |
80,15 |
|
14 |
ống nhựa |
m dài |
505 |
0,252 |
|
|
Tổng cộng |
|
|
9.272,7 |
Các nguyên, vật liệu trên được mua mới hoàn toàn đảm bảo đúng yêu cầu kỹ thuật, các tiêu chuẩn Việt Nam hiện hành.
* Nhu cầu sử dụng điện:
- Điện chủ yếu phục vụ chiếu sáng tại lán trại và vận hành một số máy móc thi công.
- Nguồn điện cấp cho quá trình xây dựng của dự án được lấy từ trạm biến áp chạy qua khu vực dự án.
Nhu cầu sử dụng điện trong giai đoạn thi công xây dựng ước tính khoảng 450 kWh/tháng.
* Nhu cầu dùng nước:
Nước phục vụ cho hoạt động sinh hoạt của công nhân, nước thi công trong quá trình thi công xây dựng được lấy từ đường ống nước của nhà máy cấp nước Tân Việt.
Việc tuyển dụng công nhân xây dựng sẽ tăng cường sử dụng nhân lực địa phương, công nhân ở lại công trường được nghỉ tại nhà tạm.
Số lượng công nhân giai đoạn thi công xây dựng là 20 người
Với định mức sử dụng nước là 70 lít/người. ngày thì lượng nước cần cấp sẽ khoảng (20*100/1000) = 2 (m3/ngày đêm).
- Nhu cầu sử dụng nước cho thi công xây dựng khoảng 2 m3/ngày.
1.4.2. Giai đoạn vận hành dự án
a. Nhu cầu sử dụng nguyên, nhiên, vật liệu và hóa chất
Nhu cầu sử dụng các loại nguyên, vật liệu của cơ sở trong giai đoạn vận hành của dự án được trình bày tại bảng sau:
Nhu cầu chi tiết từng loại nguyên liệu, hóa chất chính phục vụ quá trình sản xuất của Nhà máy (đạt công suất 100%) được thể hiện trong bảng sau:
Bảng 1. 4. Nhu cầu nguyên liệu cần sử dụng của dự án giai đoạn vận hành
|
TT |
Tên nguyên vật liệu |
Đơn vị |
Số lượng |
Đặc điểm nguyên liệu/công đoạn sử dụng |
Nguồn gốc |
|
I |
Nguyên liệu phục vụ cho sản xuất các sản phẩm của dự án |
||||
|
1 |
Sắt ống |
Tấn/năm |
1.280 |
Nguyên liệu đầu vào |
Việt Nam |
|
2 |
Sắt tấm |
Tấn/năm |
556 |
Nguyên liệu đầu vào |
Việt Nam |
|
3 |
Khí hàn |
Tấn/năm |
10 |
Trong quá trình hàn |
Việt Nam |
|
4 |
Dây hàn |
Tấn/năm |
0,6 |
Trong quá trình hàn |
Việt Nam |
|
II |
Nguyên liệu phục vụ cho sơn |
||||
|
1 |
Bi sắt |
Tấn/năm |
1 |
Sử dụng cho sp sơn bột |
Việt Nam |
|
2 |
Sơn bột |
Tấn/năm |
200 |
Sử dụng cho sp sơn bột |
Việt Nam |
|
3 |
Phosphat kẽm |
Tấn/năm |
6 |
Dây chuyền tầy rửa bề mặt |
Việt Nam |
|
4 |
H2SO4 (98%) |
Tấn/năm |
0,8 |
Việt Nam |
|
|
5 |
NaOH (99%) |
Tấn/năm |
1,5 |
Việt Nam |
|
|
6 |
Tẩy dầu kiềm |
Tấn/năm |
3 |
Việt Nam |
|
|
7 |
Chất định hình |
Tấn/năm |
0,3 |
Việt Nam |
|
|
8 |
Chất ổn định |
Tấn/năm |
0,25 |
Việt Nam |
|
|
9 |
Chất Tăng tốc |
Tấn/năm |
0,6 |
Việt Nam |
|
|
10 |
Muối Zirconium |
Tấn/năm |
1 |
Việt Nam |
|
|
11 |
Sơn ED pha sẵn |
Tấn/năm |
75 |
Nhựa epoxy/acrylic, bột màu, phụ gia, nước khử ion... |
Việt Nam |
|
III |
Nguyên liệu phục vụ hệ thống xử lý nước thải |
||||
|
1 |
NaOH |
Kg/năm |
42 |
Công đoạn xử lý hoá lý |
Việt Nam |
|
2 |
PAC |
Kg/năm |
82,8 |
Việt Nam |
|
|
3 |
PAM |
Kg/năm |
1,08 |
Việt Nam |
|
|
4 |
TCCA |
Kg/năm |
10,4 |
Khử trùng |
Việt Nam |
|
5 |
Methanol |
Kg/năm |
2.079,6 |
Nuôi cấy vi sinh vật |
Việt Nam |
|
6 |
Rỉ mật |
Kg/năm |
129,6 |
Việt Nam |
|
- Chất tăng tốc: tên thương mại là: AC-141 thành phần bao gồm: Sodium Nitrite (NaNO2) 20-25%; nước (H2O) 60-75%; Axit (Boric H3BO3) 1-2%; Sodium Nitrate (NaNO3) 2-5%
+ Đặc tính hóa lý: tồn tại dạng dung dịch màu vàng nhạt, không có mùi đặc biệt, điểm sôi >1000C, hòa tan trong nước, chưa có thông tin về áp suất hóa hơi.
- Chất định hình: tên thương mại: DH-ZNP thành phần bao gồm: Disodium phosphate (Na2HPO4.7H2O) 30-40%; Sodium Polyphosphate (Na2OP2O5) 20-30%; Tetrasodium Pyrophosphate (Na4P2O7) 20-25%; Titannium Dioxide (TiO2) 2-8%.
+ Đặc tính hóa lý: tồn tại ở dạng bột có màu trắng, không có mùi đặc biệt, hòa tan trong nước, pH: 8-10.
- Phốt phát kẽm: Tên thương mại PH-L79M thành phần bao gồm: Zinc dihydrogen phosphate Zn(H2PO4) 20-40%; Phosphoric acid H3PO4 1-10%; Nickel nitrate Ni(NO3)2 10-15%; Zinc nitrate Zn(NO3)2 1-10%; H2O 40-50%
+ Đặc tính hóa lý: tồn tại dạng dung dịch màu xanh lá cây, có mùi hắc nhẹ, điểm sôi >1000C, hòa tan trong nước.
- Chất tẩy dầu: tên thương mại TD-L4468T thành phần bao gồm: Sodium carbonate Na2CO3 20-25%; Tri Sodium Phosphate Na3PO4 10-15%; Natrihydroxide NaOH 15-20%; Chất hoạt động bề mặt 5-10%.
+ Đặc tính hóa lý: tồn tại ở dạng bột, màu sắc trắng vàng nhạt, có mùi hắc, hóa tan trong nước, PH:14; chưa có thông tin về áp suất hóa hơi.
- Muối Zirconium: Ở dạng muối vô cơ. Zr có khả năng thủy phân tạo lớp ZrO₂/hydroxide bám trên bề mặt kim loại.
b. Nhu cầu sử dụng điện
- Mục đích sử dụng điện: Điện được sử dụng cho tất cả các hoạt động của dự án: hoạt động của máy móc, thắp sáng, các thiết bị văn phòng,… Được lấy từ nguồn điện của Cụm Công nghiệp từ các tủ RMU dẫn vào các tủ phân phối điện được đặt trong phòng điện, từ đó đưa điện tới các thiết bị sử dụng điện. Nguồn điện cấp cho dự án có điện áp 220kV do điện lực địa phương cung cấp.
- Ước tính nhu cầu sử dụng điện phục vụ cho quá trình hoạt động của dự án khoảng 540.000 KWh/năm.
Giấy phép môi trường (GPMT) và đăng ký môi trường là hai công cụ pháp lý quan trọng trong hệ thống quản lý môi trường hiện đại của Việt Nam. Với việc Luật Bảo vệ môi trường năm 2020 có hiệu lực cùng các văn bản hướng dẫn như Nghị định 08/2022/NĐ-CP, Nghị định 05/2025/NĐ-CP và Nghị định 131/2025/NĐ-CP, hệ thống cấp phép môi trường đã được đổi mới theo hướng tích hợp, đơn giản hóa thủ tục nhưng vẫn đảm bảo kiểm soát chặt chẽ các nguồn gây ô nhiễm.
Dự án “Nhà máy sản xuất phụ tùng xe” được triển khai tại Cụm công nghiệp Quảng Lãng – Đặng Lễ, xã Nguyễn Trãi, tỉnh Hưng Yên với diện tích khoảng 7.200 m². Đây là dự án công nghiệp nhóm C theo Luật Đầu tư công, có tổng vốn đầu tư khoảng 51,9 tỷ đồng. Về môi trường, dự án được xếp vào nhóm III – ít có nguy cơ tác động xấu đến môi trường, tuy nhiên do có phát sinh khí thải, nước thải và chất thải nguy hại vượt ngưỡng quy định nên vẫn thuộc đối tượng phải xin cấp giấy phép môi trường.
Giấy phép môi trường là văn bản pháp lý cho phép cơ sở sản xuất được xả chất thải ra môi trường trong giới hạn cho phép. Nội dung giấy phép bao gồm thông tin dự án, công suất, công nghệ sản xuất, nguồn phát sinh chất thải, công trình xử lý và chương trình quan trắc môi trường. Đây là căn cứ để cơ quan quản lý nhà nước kiểm tra, giám sát và xử lý vi phạm nếu có.
Đăng ký môi trường là hình thức đơn giản hơn, áp dụng cho các dự án quy mô nhỏ, ít phát sinh chất thải. Tuy nhiên, trong trường hợp dự án sản xuất phụ tùng xe có công đoạn gia công cơ khí và sơn phủ bề mặt, phát sinh khí thải và chất thải nguy hại vượt ngưỡng, nên bắt buộc phải thực hiện thủ tục xin cấp giấy phép môi trường thay vì đăng ký môi trường.
Quy trình sản xuất của dự án bắt đầu từ nguyên liệu phôi sắt, thép hoặc hợp kim. Các công đoạn chính bao gồm cắt, gia công cơ khí, tạo hình, xử lý bề mặt, sơn phủ và hoàn thiện sản phẩm. Tùy theo yêu cầu của khách hàng, sản phẩm có thể được sơn bột, sơn ED hoặc không sơn.
Trong quá trình gia công cơ khí, phát sinh bụi kim loại, tiếng ồn và chất thải rắn như phoi tiện. Công đoạn sơn là nguồn phát sinh khí thải chính, bao gồm bụi sơn, dung môi hữu cơ bay hơi (VOC) và mùi. Đối với sơn ED, còn phát sinh nước thải chứa hóa chất.
Nước thải của dự án phát sinh từ hoạt động sinh hoạt và công đoạn xử lý bề mặt. Nước thải sản xuất có thể chứa dầu mỡ, kim loại và hóa chất. Hệ thống xử lý nước thải cần bao gồm các công đoạn như tách dầu, keo tụ – tạo bông, xử lý sinh học và khử trùng trước khi xả ra môi trường.
Khí thải phát sinh từ buồng sơn và lò sấy. Để xử lý khí thải, cần lắp đặt hệ thống thu gom cục bộ và xử lý bằng cyclone, buồng lọc túi vải hoặc than hoạt tính. Đối với VOC, có thể sử dụng tháp hấp phụ hoặc đốt xúc tác.
Chất thải rắn bao gồm phoi kim loại, bao bì, giẻ lau dính dầu và bùn thải. Trong đó, giẻ lau dính dầu và bùn thải được phân loại là chất thải nguy hại và phải được quản lý theo quy định.
Để được cấp giấy phép môi trường, chủ đầu tư phải lập hồ sơ đề xuất cấp giấy phép môi trường. Hồ sơ bao gồm đơn đề nghị, báo cáo đề xuất, các tài liệu pháp lý và kết quả vận hành thử nghiệm hệ thống xử lý chất thải.
Báo cáo đề xuất cấp giấy phép môi trường phải trình bày chi tiết các nội dung như quy trình sản xuất, nguồn phát sinh chất thải, công trình xử lý và chương trình quan trắc. Báo cáo này là cơ sở để cơ quan quản lý thẩm định và cấp phép.
Quy trình cấp giấy phép môi trường gồm các bước: tiếp nhận hồ sơ, thẩm định, kiểm tra thực tế và cấp phép. Thẩm quyền cấp phép thuộc UBND tỉnh Hưng Yên, thông qua Sở Nông nghiệp và Môi trường.
Điều kiện cấp giấy phép môi trường bao gồm: có hệ thống xử lý chất thải đạt quy chuẩn, có chương trình quan trắc môi trường, có phương án ứng phó sự cố và đảm bảo các yêu cầu về an toàn môi trường.
Quan trắc môi trường là hoạt động bắt buộc nhằm theo dõi chất lượng môi trường và hiệu quả xử lý. Nội dung quan trắc bao gồm nước thải, khí thải, tiếng ồn và môi trường xung quanh. Tần suất quan trắc thường từ 3 đến 6 tháng một lần.
Báo cáo quan trắc môi trường là tài liệu tổng hợp kết quả đo đạc và đánh giá. Báo cáo này phải được gửi đến cơ quan quản lý theo quy định. Nếu phát hiện thông số vượt quy chuẩn, cơ sở phải có biện pháp khắc phục.
Tham vấn cộng đồng là một bước quan trọng trong quá trình lập hồ sơ môi trường. Chủ đầu tư cần lấy ý kiến của chính quyền địa phương và người dân về các tác động môi trường và biện pháp giảm thiểu. Điều này giúp tăng tính minh bạch và tạo sự đồng thuận xã hội.
Việc tra cứu giấy phép môi trường hiện nay được thực hiện thông qua các cổng thông tin điện tử của cơ quan quản lý. Điều này giúp nâng cao tính minh bạch và tạo điều kiện cho cộng đồng giám sát.
Trong trường hợp dự án thay đổi công suất, công nghệ hoặc mở rộng quy mô, chủ đầu tư phải thực hiện thủ tục điều chỉnh giấy phép môi trường. Đây là yêu cầu bắt buộc nhằm đảm bảo kiểm soát các tác động mới phát sinh.
Tóm lại, đối với dự án nhà máy sản xuất phụ tùng xe ô tô, xe máy và xe điện, việc tuân thủ đầy đủ các quy định về giấy phép môi trường, quan trắc và tham vấn cộng đồng là điều kiện tiên quyết để dự án hoạt động hợp pháp và bền vững. Đây không chỉ là yêu cầu pháp lý mà còn là yếu tố quan trọng giúp doanh nghiệp nâng cao năng lực cạnh tranh và hội nhập quốc tế.
>>> XEM THÊM: Giấp phép môi trường cho dự án đâu tư xây dựng nhà máy sản xuất giày xuất khẩu
CÔNG TY CỔ PHẦN TƯ VẤN ĐẦU TƯ & THIẾT KẾ XÂY DỰNG MINH PHƯƠNG
Địa chỉ: 28B Mai Thị Lựu - Khu phố 7, Phường Tân Định, TP.HCM
Hotline: (028 22 142 126 - 0903 649 782
Email: minhphuong.corp@yahoo.com.vn hoặc thanhnv93@yahoo.com.vn
Website: www.minhphuongcorp.com: www.khoanngam.com; www.lapduan.com;



Tin liên quan
- › Báo cáo đề xuất cấp GPMT sản xuất khuôn, sản phẩm nhựa cao cấp
- › Báo cáo đề xuất cấp GPMT nhà máy tái chế nhớt thải
- › Báo cáo đề xuất cấp GPMT xưởng sản xuất hạt điều và may xuất khẩu
- › Báo cáo đề xuất cấp GPMT dự án sản xuất vải các loại
- › Báo cáo đề xuất cấp GPMT nhà máy sản xuất bồn nhựa
- › Báo cáo đề xuất cấp GPMT nhà máy chế biến, sản xuất các sản phẩm từ phế liệu
- › Báo cáo đề xuất cấp GPMT công trình khai thác quặng titan
- › Báo cáo đề xuất cấp GPMT nhà máy luyện gang, thép
- › Báo cáo đề xuất cấp GPMT nhà máy chế biến nông sản, trái cây
- › Báo cáo đề xuất cấp GPMT đầu tư xây dựng khu du lịch sinh thái
Bình luận (0)
HOTLINE
![]()
HOTLINE: 0914526205
Mail: nguyenthanhmp156@gmail.com




HOTLINE
![]()
HOTLINE: 0914526205
Mail: nguyenthanhmp156@gmail.com








Gửi bình luận của bạn